加工中心宏程序编程应用案例,相似零件加工
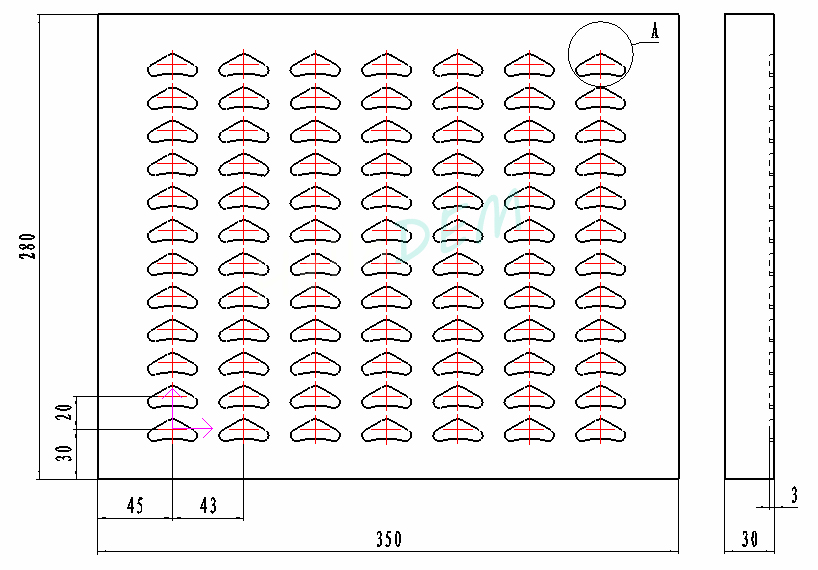
在数控加工编程中,尽管当前CAD/CAM 软件已经非常普及,但使用宏编程可以提供更灵活的编程方式,它可以使我们的编程工作变得非常简单、高效,积累更多的编程经验。 不同的数控系统会提供不同的宏程序编写格式,甚至不同的系统型号也会有所差异,但是在编程思路与技巧上是一致的,本文分享FANUC系统一个相似零件加工的宏程序编程应用案例,如下图所示。 毛坯:350×280


© 2020-2020. All Rights Reserved.
HelloDEM网站备案号:浙ICP备19005079号-12
