
用G66调用宏程序加工孔的数控编程实例
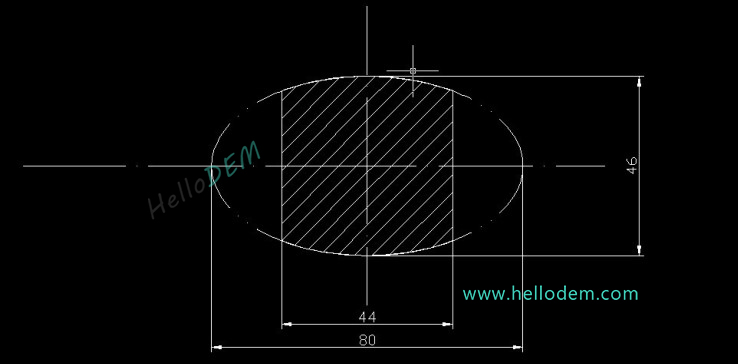
模态调用格式为G66 P- L- <自变量表>;式中字母含义同前。模态调用可多次调用,每次调用L次,不仅在G66所在程序段中调用,也在后续程序中调用,直到出现G67指令为止。对图所示的零件,用G66调用宏程序完成加工的程序如下:%1000;主程序G54 G90 G0 G17 G40;Z50 M03 M07 S1000;X-150 Y-50;G66 P9012;G0 X-150 Y50
© 2020-2020. All Rights Reserved.
HelloDEM网站备案号:浙ICP备19005079号-12
