数控车批量加工时,利用宏程序自动调整补偿尺寸 所有切削刀具从加工第一个工件时就开始磨损。当刀具加工时,其切削刀具边缘会磨损少量材料。这会导致加工表面沿切削刃方向生长(或收缩)。在公差较小的情况下,加工表面会增大或收缩,早在切削刀具变钝之前就接近公差极限。发生这种情况时,必须进行尺寸调整。事实上,在切削刀具的使用寿命期间,可能需要进行多次尺寸调整,特别是对于车刀和镗杆等单点切削刀具。对于长时间运行的作业,CNC 操作员非常擅长记住在需要调整尺寸 文章 2024年10月21日 0 点赞 0 评论 2724 浏览
记CCMT2024数控机床展览会 8号晚上到的上海,参加由中国机床工具工业协会主办的第十三届中国数控机床展览会(CCMT2024)。9号一天走完17个展馆,重点关注多轴加工设备、专用机床、自动化设备。10号下午参加中国通用技术集团主板的论坛。 文章 2024年04月11日 0 点赞 0 评论 2585 浏览
Mastercam2024预览版已到期解决方法 Mastercam2024预览版已到期解决方法:Mastercam2024安装后一段时间提示“预览版已到期”,需要再更新几个升级补丁。如果提示还有XX天到期,解决方式一样。 文章 2023年11月29日 17 点赞 0 评论 7748 浏览
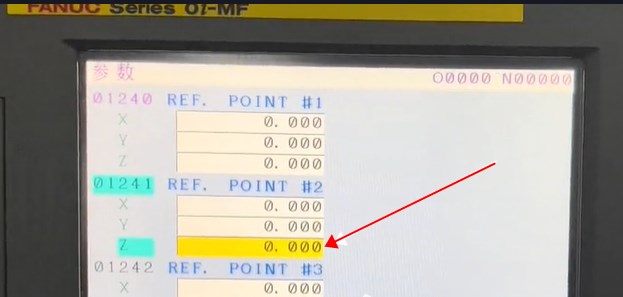
FANUC加工中心换刀点设置 FANUC加工中心Z轴换刀点,一般都是第二参考点,测出正确换刀点的机床坐标偏差值,送到第二参考点的参数(1241)里就行。设定第二参考点过程:①将Z轴回零后,MDI模式下运行“M19”指令开启主轴定向。将“写参数”的值“0”改成“1”,关闭系统参数写入保护。②到刀库设备上方,首先释放机械臂马达刹车,再用扳手逆时针电机螺母将刀库机械臂转至主轴下方。如下图所示位置:如果有误差就将机械臂转至正常位置,机 文章 2023年09月13日 0 点赞 0 评论 9742 浏览
加工中心铣削平板如何装夹及保证平面度 在加工中心上铣削平板时,装夹方法是保证平面度的重中之重。下面是一种常见的方法:1. 选择合适的夹具:选择适合平板尺寸和形状的夹具。夹具应具备足够的刚性和稳定性,能够牢固夹持平板并保持其平面度。2. 准备夹具和平板:清洁夹具和平板表面,确保表面平整、干净,并去除尺寸上的偏差。3. 定位夹具和平板:使用夹具将平板置于加工中心的工作台上。通过依靠夹具上的定位销或其他定位方式,确保平板的位置正确。4. 夹 文章 2023年09月11日 0 点赞 0 评论 3169 浏览
如何进行ug编程四轴刀路完美优化 要进行UG编程四轴刀路的完美优化,可以考虑以下几个步骤:1. 几何模型准备:确保准备好工件的CAD模型,并进行适当的几何处理,如修复和简化模型,以便于后续的刀具路径规划和优化。2. 定义切削工艺:根据工件材料、刀具类型和切削条件,定义合适的切削参数,如切削速度、进给速度、切削深度等。3. 刀具路径规划:根据工件几何形状和切削需求,使用UG编程软件的刀具路径生成功能,生成初步的刀具路径。确保路径覆盖 文章 2023年09月09日 0 点赞 0 评论 2896 浏览
Mastercam中进行曲面刻字的步骤策略 在Mastercam中进行曲面刻字的步骤策略通常如下:1. 导入或创建所需的曲面模型。2. 选择“曲面刻字”工具,并设置所需的参数,如字体、字号、深度等。3. 选择要刻字的曲面,并设置刻字的位置和方向。4. 检查和修改刻字参数和位置,确保刻字符合预期。5. 生成刻字程序并进行验证。6. 在实际加工中使用程序刻字。这只是一种常见的步骤策略,具体步骤可能会因实际情况而有所不同。如果您需要更详细的信息或 文章 2023年09月09日 0 点赞 0 评论 3048 浏览
Mastercam间隙设定参数有哪些 在Mastercam中,间隙设定参数通常是用于定义加工刀具与零件之间的间隙和过渡方式的参数。以下是一些常见的间隙设定参数:1. 切削间隙(Cutting Gap):用于定义切削刀具和被加工零件之间的间隙大小。通常根据刀具直径和加工要求来设置。2. 侧向过渡(Lateral Transfer):用于定义刀具在切削轨迹改变方向时的过渡方式,例如直线过渡或圆弧过渡。3. 进给过渡(Feed Transf 文章 2023年09月08日 0 点赞 0 评论 3353 浏览
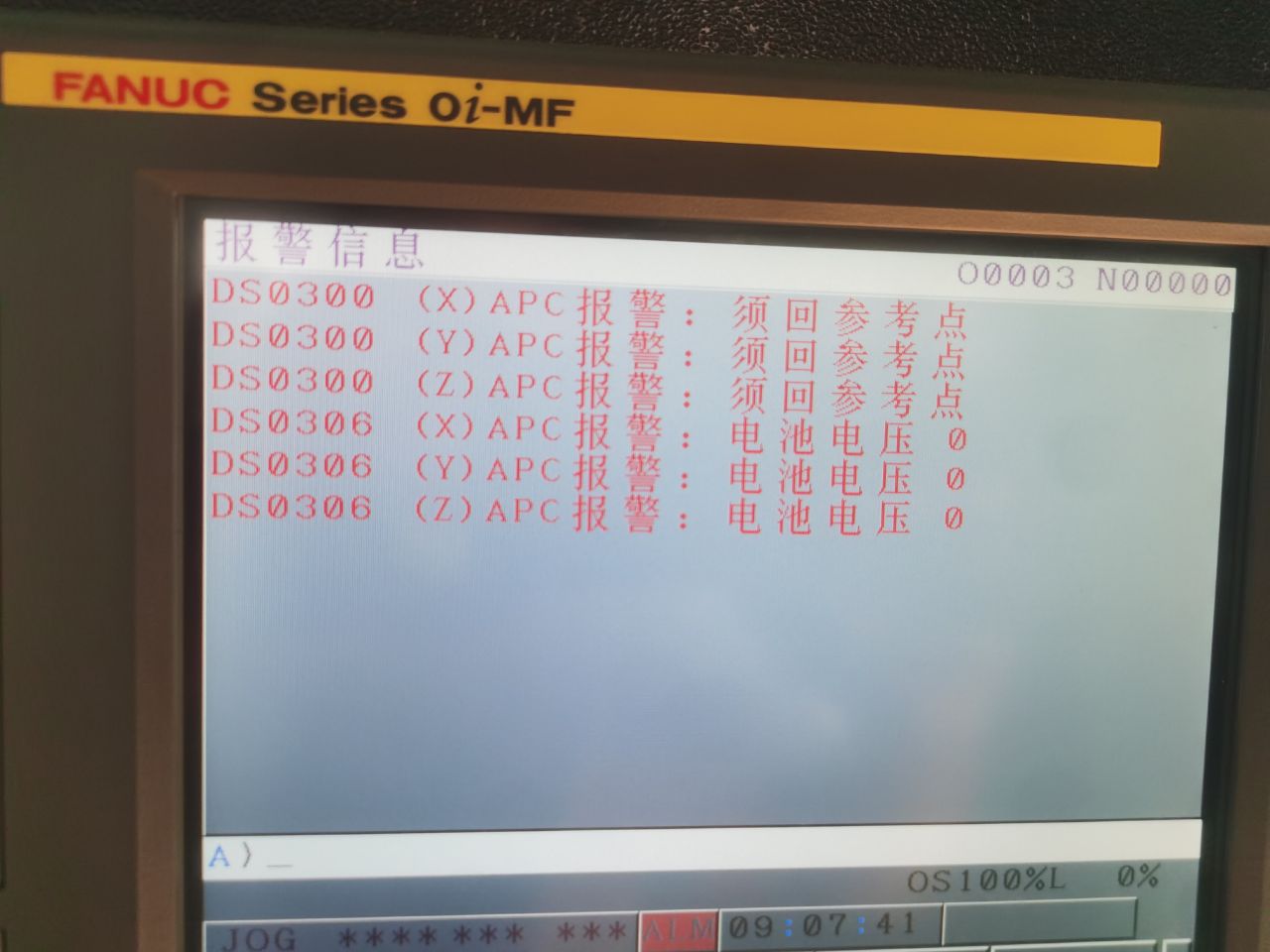
FANUC加工中心报警电池电压0,须回参考点 机床长时间不用电池没电,再次开机出现上图报警。这是两个报警首先处理电池电压0,在开机带电状态下换上电池。其次解决“APC报警:须回参考点”目前状态是由于机床电池电压为0导致位置参数丢失,APZ数据显示为“0”,须重新设置原点。操作步骤如下:1、在MDI模式将参数写入改为“0”。2、在SYSTEM搜索‘1815’,观察xyz三轴数据APZ是否为03、在手轮模式下,分别将XYZ三轴移至硬限位后相反方向 文章 2023年09月08日 6 点赞 0 评论 6429 浏览