加工中心宏程序自动刻字工件编号和时间 1、系统时间变量FANUC系统为:#3011默认格式为XXXXXXXX,如20221208,中间没有连接符,若需连接符可根据函数匹配添加。2、子程序将0-9数字的铣削加工分别编制子程序,通过数字匹配对应的程序进行顺序加工。O1000 主程序(PROGRAM NAME )(DATE, Day-Month-Year )G0G17G40G49G80G90(TOOL - 11 DIA. OFF. - 11 文章 2022年12月08日 0 点赞 0 评论 3477 浏览
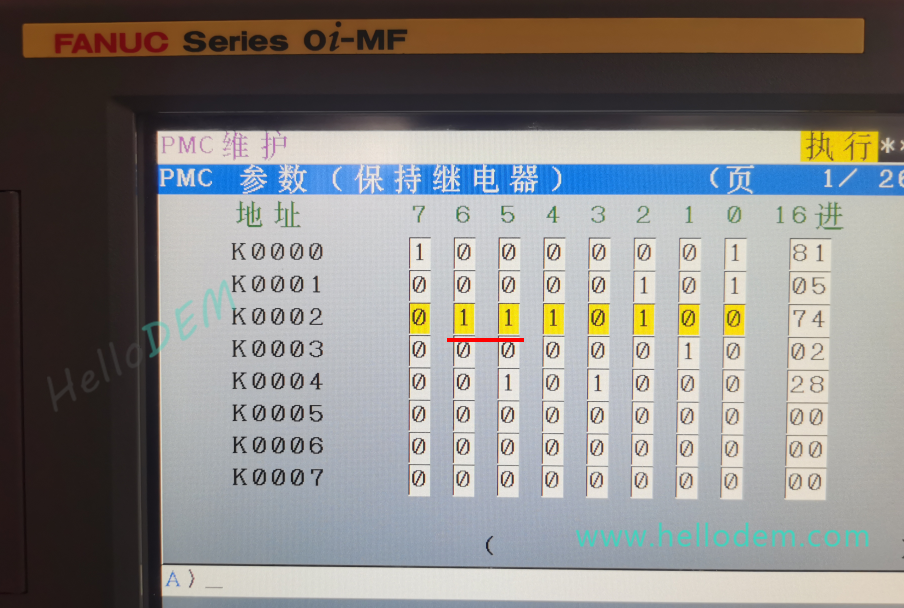
加工中心防护门警报和气压不足警报参数取消方法 防护门是数控机床安全操作、更新和改造安全系统的重要组成部分,有效提高操作维护人员的安全,减少人身伤害危险,减少学校生产实习过程中的安全事故数量,降低设施维护成本,保证实习正常进行。对于企业安全运营的风险也得到控制,这对公司的管理和发展至关重要。但有时候在实际操作加工中心时,经常不需要防护门关闭时操作。一般有两种方法:1、这个是物理方法,防护门的作用其实和汽车上的安全带类似,原理也是一样,所以可以有 文章 2022年06月22日 4 点赞 0 评论 3663 浏览
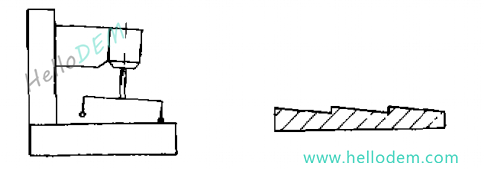
加工中心出现接刀痕的原因分析 605mm×425mm的工件表面,采用沿轴方向平行铣的加工方式,出现在两刀的交接处有明显的接刀痕迹,用手摸时有明显的台阶感,不能满足设计要求。原因分析:1.不合理的切削参数切削参数与工件变形有较大关系,切削量大、进给速度快,工件表面受刀具挤压变形大,接刀痕迹就明显。反之,则不明显。为此,在表面精加工时,选择加工余量0.5mm,进给速度300m/min,但仍未能取得明显效果,接刀痕迹实测仍有5~6μ 文章 2022年12月01日 0 点赞 0 评论 3764 浏览
加工中心粘AB胶加工薄板铝件,装夹工艺流程 1.把一面大平面钢板(用AB胶,下料前先把胶水去掉一些)2.把工件平放在平面度为0.006mm以内的工艺板上,把长度方向向校方正确并适用量AB胶粘剂3.在工件顶面粗加工到10mm时,把要加工的槽精铸,精铸到位4.用10R0.5的平底带R角铜刀加工件顶面和完成顶面粗加工,精加工(S5000 F4000 ap0.07mm)5.精密加工件外围并加工件底部留0.1mm余量6.手工去除残留胶水(轻拿轻放)粘 文章 2023年05月09日 3 点赞 0 评论 4026 浏览
加工中心半圆指令,圆弧加工实例 指令格式: G02:顺时针圆弧插补 G03:顺时针圆弧插补 根据所选择的X、Y平面,指令格式如下两种: G17 G02/G03 X_ Y_ I_ J_ F_; G17 G02/G03 X_ Y_ R_ F_; 定义方式: 依右手坐标系统,视线朝向平面垂直轴的正方向往负方向看,顺时针为G02,逆时针为G03 文章 2023年04月12日 1 点赞 0 评论 4412 浏览
用ChatGpt编写加工中心程序发现,AI替代不了工艺员 ChatGpt很火,不知道用在加工中心编程上会是怎样的体验。 现在网上随便一搜ChatGpt,结果都不是原生的,毕竟需要翻墙才行。不过试用之后,国内的AI也是可以的,不知道是不是套着OpenAI的壳。第一次玩,试了个简单的问题(操作太快,手跟不上脑,字打错): 写一个用直线10mm铣刀加工110正方形状的数控机床FANUC系统的加工程序 第一次回复是 文章 2023年04月13日 0 点赞 0 评论 4423 浏览
加工中心铣削内螺纹宏程序实例 铣内螺纹路径:T1M6M3 S1000G0 G90 G54 X0. Y0.#101=24 (LUO WEN SHEN DU) 螺纹深度#102=2 (LUO JU) 螺距#103=76 (LUO WEN DA JING) 螺纹大径#104=31 (DAO JING) 刀具直径#105=0#106=[#103-#104]/2G43 Z50. H1 M8Z[#102+5]G1 Z-#101 F200G 文章 2023年03月30日 3 点赞 0 评论 4845 浏览
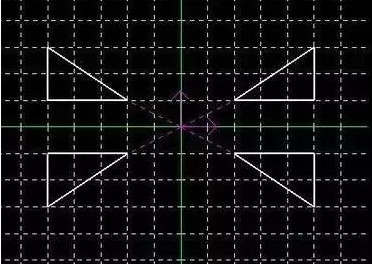
Fanuc加工中心G51.1镜像指令 指令格式:G51.1 XYZG50.1G51.1建立可编程镜像指令;G50.1取消可编程镜像指令;X、 Y、Z为镜像中心的坐标值或镜像轴;编程案例:主程序O1G90G54G40G0Z100M3S3000X0Y0M98P2G51.1X0M98P2G51.1Y0M98P2G50.1X0M98P2G50.1Y0M5M30子程序O2G0X20Y10Z5G1Z-5F25G1X50F5 文章 2023年04月11日 3 点赞 0 评论 4880 浏览