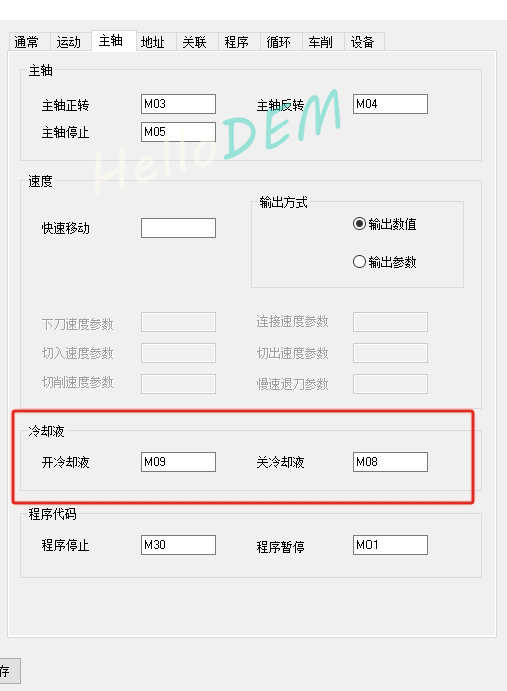
CAXA制造工程师后处理如何修改切削液开关 CAXA制造工程师后处理还是比其他的CAM软件好改的。因为有些场景不需要自动开启切削液,今天介绍如何修改CAXA制造工程师后处理的切削液的开和关。用2023版来示范进入【后置设置】,如图所示在【主轴】选项卡中,将冷却液代码顺序写反即可。而要真正的去修改后处理代码,要在【程序】中找到对应的代码。middle_begin中的cool_on,即是切削液开,23版还有宏变量说明,如果不用宏变量,也可以使用 文章 2025年03月08日 0 点赞 0 评论 654 浏览
刻字宏程序使用系统变量读取加工日期 法拉克系统日期的变量为:日期变量:#3011(读取系统当前的日期)时间变量:#3012(读取系统当前的时间)用局部变量引用系统变量比如#1=#3011,(假如今天是2025年3月6日)机床执行此段后,#1=20250306下取整FIX):舍去小数点以下部分上取整(FUP):将小数后部分进位到整数部分#1=#3011;(把当天#3011的值转存到#1中,执行后#1=20250306) 文章 2025年03月06日 0 点赞 0 评论 656 浏览
数控操机如何预防撞刀和解决方法 G00移刀的解决方法:G00是机床的快速移动指令,在数控编程中,G00移刀可能导致撞刀或过切的问题,特别是在复杂加工任务中。针对G00移刀问题的解决方法,可以从以下几个方面进行考虑:一、调整指令与参数选择G01进给模式:在需要精确控制刀具移动的情况下,可以选择G01进给模式代替G00。G01指令具有线性插补功能,可以确保刀具在移动过程中按照预定的速度和路径进行切削。同时,为G01指令设置一个相应的 文章 2024年10月28日 0 点赞 0 评论 2018 浏览
液压与气压传动技术 一、液压传动1、液压系统的组成(1)动力元件,将机械能转换为流体压力能的装置,向液压系统提供压力油,如液压泵。(2)执行元件,将流体压力能转换为机械能的元件,如液压缸、液压马达。(3)控制元件,控制系统压力、流量、方向的元件以及进行信号转换、逻辑运算和放大等功能的信号控制元件,如溢流阀、节流阀、方向阀等。(4)辅助元件,保证系统正常工作除上述3种元件外的装置,如油箱、过滤器、蓄能器、管件等。(5) 文章 2024年10月24日 25 点赞 0 评论 3257 浏览
CAXA制造工程师2025新功能 CAXA CAM制造工程师 2025在三大方面实现了升级:一是对功能进行了提升,包括孔加工自动编程,轨迹测量,刀库关联,自定义铣刀,新增切断加工;二是对轨迹进行优化,包括轨迹步距更加均匀,支持最短路径设置,支持轨迹裁剪、轨迹反向、轨迹打断等;三是进行了交互优化,支持输入框智能输入,几何拾取对象顺序调整,车削编程直接拾取模型,多轨迹复制粘贴等。 文章 2024年10月23日 0 点赞 0 评论 2161 浏览
FANUC加工中心编程极坐标G16实例 极坐标编程是一种在数控编程中常见的坐标转换方式,特别适用于处理圆周或角度相关的加工任务。它将通常的笛卡尔坐标(X,Y)转换为极坐标(半径和角度),这种方式在加工圆形或有旋转对称性的零件时非常有用。下面是一个详细的极坐标编程案例,用于在圆周上钻孔。案例:在圆周上均匀分布钻6个孔假设我们需要在一个直径为100mm的圆周上,均匀分布钻6个孔,孔的中心在圆周上,孔的深度为10mm。使用极坐标编程可以简化这 文章 2024年10月22日 2 点赞 0 评论 4017 浏览
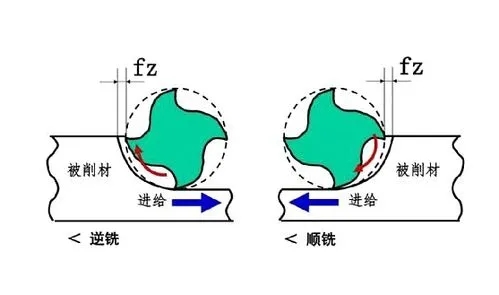
顺铣与逆铣:数控加工中的两种铣削方式及其适用场景与优劣势 在数控加工领域,顺铣与逆铣作为两种核心的铣削方式,各自拥有独特的优势与适用场景。这两种加工方式的选择,直接关乎到加工效率、表面质量、刀具寿命以及机床的稳定性等多个方面。顺铣:高效与稳定的典范顺铣,顾名思义,是指铣刀的切削速度方向与工件的进给方向相同。这种加工方式下,切削刃从工件表面的未加工区域逐渐过渡到已加工区域,其优势显著:减小振动:切削力方向与进给方向一致,有效降低了机床的振动,从而提升了加工 文章 2024年10月21日 2 点赞 0 评论 3406 浏览
数控车批量加工时,利用宏程序自动调整补偿尺寸 所有切削刀具从加工第一个工件时就开始磨损。当刀具加工时,其切削刀具边缘会磨损少量材料。这会导致加工表面沿切削刃方向生长(或收缩)。在公差较小的情况下,加工表面会增大或收缩,早在切削刀具变钝之前就接近公差极限。发生这种情况时,必须进行尺寸调整。事实上,在切削刀具的使用寿命期间,可能需要进行多次尺寸调整,特别是对于车刀和镗杆等单点切削刀具。对于长时间运行的作业,CNC 操作员非常擅长记住在需要调整尺寸 文章 2024年10月21日 0 点赞 0 评论 1907 浏览
记CCMT2024数控机床展览会 8号晚上到的上海,参加由中国机床工具工业协会主办的第十三届中国数控机床展览会(CCMT2024)。9号一天走完17个展馆,重点关注多轴加工设备、专用机床、自动化设备。10号下午参加中国通用技术集团主板的论坛。 文章 2024年04月11日 0 点赞 0 评论 2310 浏览