机床报警A33:步进恢复刀库1,请注意 该报警是在机床电池没电后,提示APC抱紧后,只设置XYZ的原点,没有设置换刀点,导致换刀过程中卡刀,并在刀库按下气动换向阀开关使刀库上的刀复位,手动去拧刀库电机,使刀库机械手复位后,还存在的报警。解决方法是:找到K参数,将K00001中所有参数设置为0.K参数根据厂家不同每个参数的作用也不一定相同,请联系厂家或查看维修手册确定K参数作用后再进行操作。k参数的查找步骤如下:1、打开按面板上的系统。2 文章 2025年09月17日 2 点赞 0 评论 645 浏览
加工中心分立式加工中心卧式加工中心龙门 加工中心按主轴与工作台相对位置可以分为立式加工中心和卧式加工中心。1、卧式加工中心特点:卧式加工中心的主轴轴线为水平设置。卧式加工中心具有3~5个运动坐标,常见的是三个直线运动坐标加一个回转运动坐标(回转工作台),它能在工件一次装夹后完成除安装面和顶面以外的其余四个面的加工。分类:固定立柱式和固定工作台式。应用:最适合加工箱体类工件。2、立式加工中心特点:立式加工中心主轴的轴线为垂直设置。立式加工 文章 2022年11月29日 0 点赞 0 评论 1739 浏览
CNC加工中心撞刀原因分析 由于CNC加工中心其是采用软件进行锁住的,在模拟加工时,当按下自动运行按钮时在模拟界面并不能直观地看到机床是否已锁住。模拟时往往又没有对刀,如果机床没有锁住运行,极易发生撞刀。所以在模拟加工前应到运行界面确认一下机床是否锁住。加工时忘记关闭空运行开关。 由于在程序模拟时,为了节省时间常常将空运行开关打开。空运行指的是机床所有运动轴均以G00的速度运行。如果在加工时空运行开关没 文章 2023年04月06日 0 点赞 0 评论 1789 浏览
龙门加工中心使用注意事项 龙门加工中心是指主轴Z轴的轴线与工作台垂直设置的加工中心,整体结构是由双立柱和顶梁构成门式结构框架的大型加工中心机 ,双立柱中间还有横梁。尤其适用于加工大型工件和形状复杂的工件。在使用龙门加工中心时,需要注意哪些安全问题:1.操作熟练、掌握机器的性能与特性。必须确保紧急停止开关能够在紧急状况时发挥快速有效的作用,从而避免发生伤害事故。2.按规定穿戴好劳动防护用品,例如穿好劳保鞋等,但是必须提出一点 文章 2022年12月09日 0 点赞 0 评论 1839 浏览
加工中心使用单晶刀片加工和加工方法 单晶刀具是目前超精密加工领域的主要切削刀具,其切削刀具一般质量大于0.19,最小径长不小于2mm,可实现镜面加工,可以加工出极高的工件精度和极低的表面粗糙度,切削出来的效果非常光亮,是公认的、理想的超精密加工刀具。单晶刀具有天然和人造两种,天然单晶金刚石数量少,价格昂贵,主要用于高精密的光学领域等。1、单晶刀具的性能优势(1)单晶金刚石刀具具有极高的硬度(10000HV),从而获得良好的耐磨性;( 文章 2022年11月29日 0 点赞 0 评论 1854 浏览
如何选取合适的加工方式,在加工中心完成孔加工 在加工中心完成精密的孔或孔系加工,如何选取合适的加工方式:1.镗孔加工中心加工孔,其实更过的是采用镗孔的方式。一般粗镗,留余量精镗。理论上精镗的余量越少越少,但少了会造成其他问题,如对粗镗尺寸精度要求高。一般H6、H7级别的孔,采用常规的一次粗镗、精镗就可以了,精镗余量一般留0.2-0.3。余量多了,对精镗的尺寸稳定性及刀片耐用性有影响。一般Φ20以上的孔,采用镗孔的方式。既能保证精度也能保证效率 文章 2022年11月28日 0 点赞 0 评论 1879 浏览
加工中心通用铣螺纹宏程序 使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁或圆柱外表)切削。螺旋插补一周,刀具Z向负方向走一个螺距量。编程原理:G02 Z-2.5 I3.Z-2.5等于螺距为2.5mm假设刀具半径为5mm则加工M16的右旋螺纹优势使用了三轴联动数控铣床或加工中心进行加工螺纹,相对于传统螺纹加工1、如螺距为2的螺纹铣刀可以加工各种公称直径,螺距为2mm的内外螺纹2、采用铣削方式加工螺纹,螺纹的质量比传 文章 2022年11月29日 0 点赞 0 评论 1911 浏览
数控加工中心常见的几种定位方式 数控加工中心,分析图纸、编程、上活、寻边、备刀、对刀,运行程序等这些步骤都是必不可少的,缺一不可。在厂里面,总有一些批量活是经常干的,我们可以把编好的程序保存到电脑里,下回再用的时候直接调出来传入机床里面即可。经过以上的步骤,调试出第一件活并检验合格之后,就不要再按照这个步骤重新来过了,直接上下活就行了。这时候就需要做一个定位,这样的话就不需要一个一寻边了,提高了效率,也节省了很多时间。下面谈谈数 文章 2023年08月01日 0 点赞 0 评论 1950 浏览
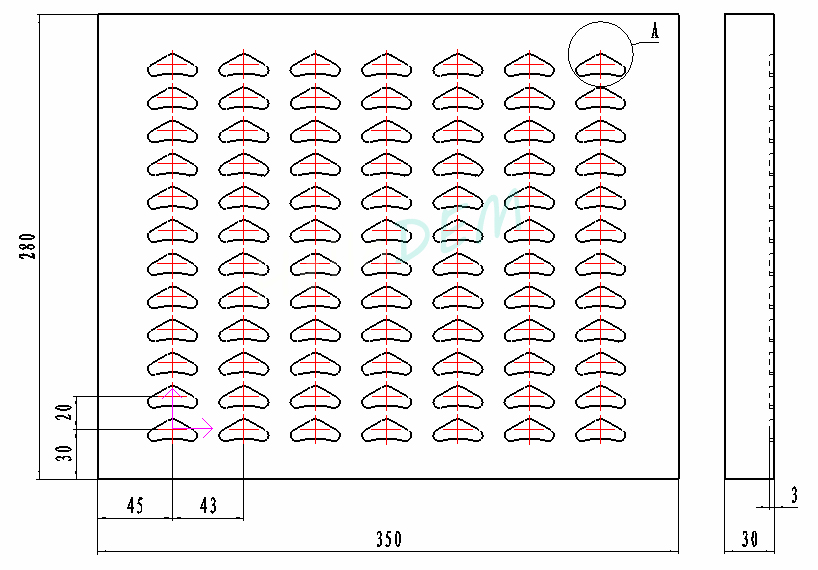
加工中心宏程序编程应用案例,相似零件加工 在数控加工编程中,尽管当前CAD/CAM 软件已经非常普及,但使用宏编程可以提供更灵活的编程方式,它可以使我们的编程工作变得非常简单、高效,积累更多的编程经验。 不同的数控系统会提供不同的宏程序编写格式,甚至不同的系统型号也会有所差异,但是在编程思路与技巧上是一致的,本文分享FANUC系统一个相似零件加工的宏程序编程应用案例,如下图所示。 毛坯:350×280 文章 2022年11月26日 0 点赞 0 评论 1954 浏览