在数控加工编程中,尽管当前CAD/CAM 软件已经非常普及,但使用宏编程可以提供更灵活的编程方式,它可以使我们的编程工作变得非常简单、高效,积累更多的编程经验。
不同的数控系统会提供不同的宏程序编写格式,甚至不同的系统型号也会有所差异,但是在编程思路与技巧上是一致的,本文分享FANUC系统一个相似零件加工的宏程序编程应用案例,如下图所示。
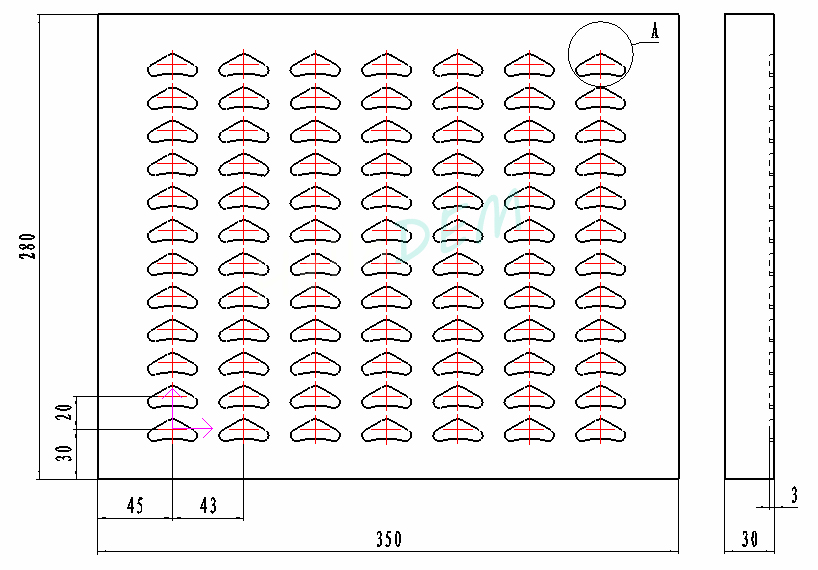
毛坯:350×280×30
编程分析:重复轮廓的矩阵加工,在工件的加工中经常遇到。我们首先要根据加工要求规划加工轨迹和加工顺序,不同的工艺员可能采用不同的方法。下面是两种不同的加工轨迹图,并根据轨迹图编写了对应的程序1 和程序2。
编程条件:编程零点定在工件上表面的左下角处,采用φ6合金铣刀编程。
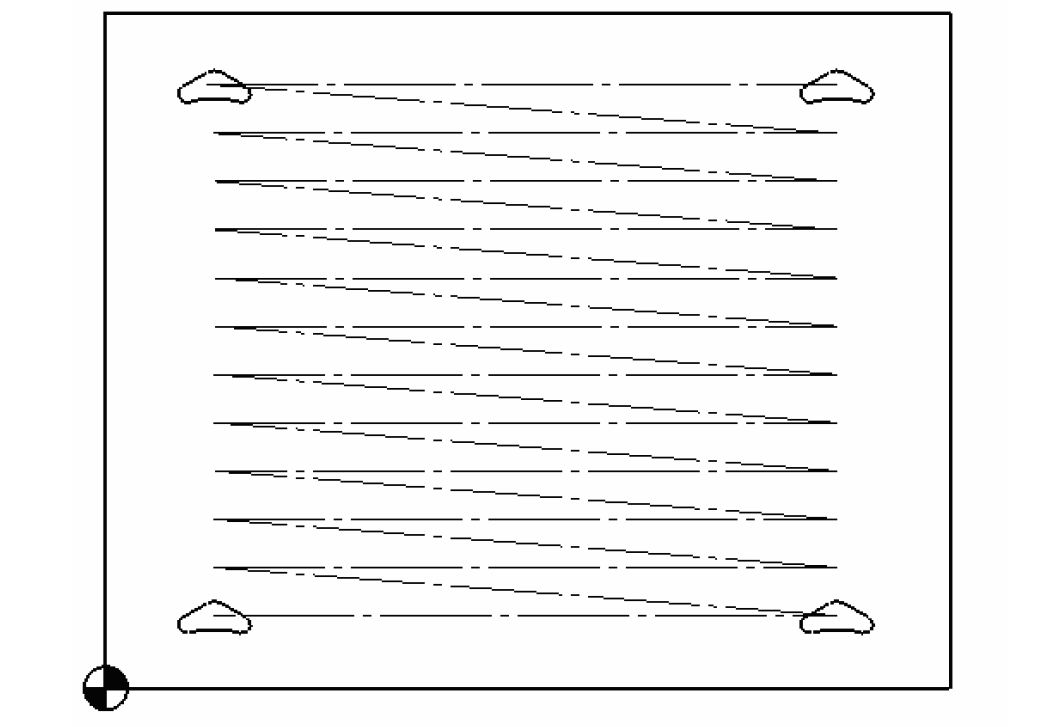
加工轨迹1
程序1
O1
G00 G90 G54 X0 Y0
M3 S3000
G43 H1 Z100
#1=5 (行数)
#2=7 (列数)
#3=12 (行宽)
#4=15 (列宽)
#24=45 (左下角第一个孔的X坐标位置)
#25=30 (左下角第一个孔的Y坐标位置)
#5=1
WHILE [#5LE#1]DO1
#6=1
WHILE [#6LE#2]DO2
#11=#24+[#6-1]*#4
#12=#25+[#5-1]*#3
G52X#11Y#12 (在R6圆心建立局部坐标系)
G00 X0Y0
Z5
G01 Z-3 F180
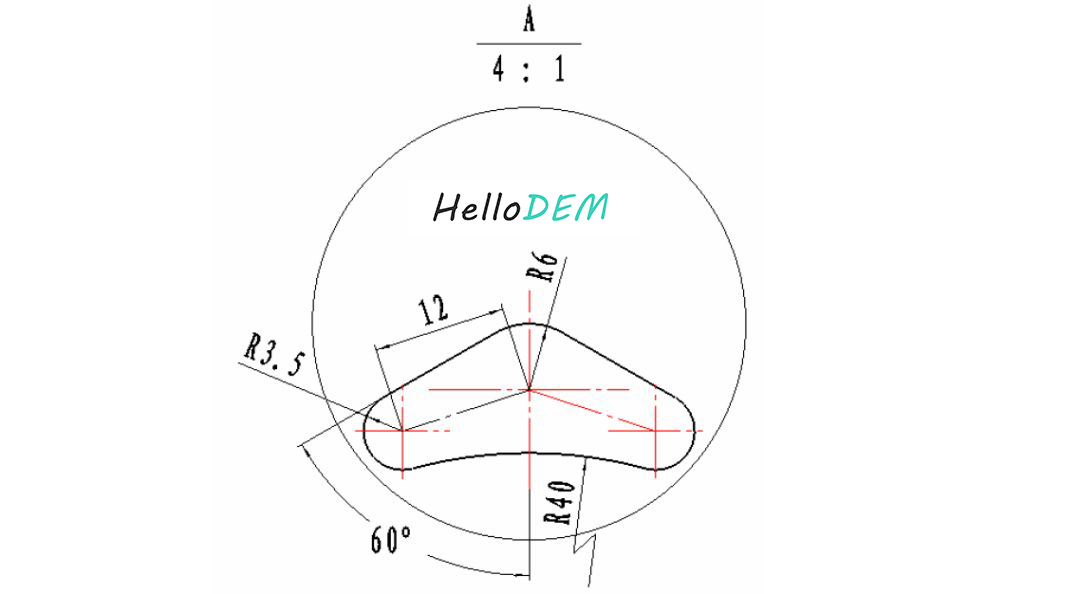
G41D1X-3Y5.196 F400X-13.164Y-0.672
G03 X-10.496Y-7.081R3.5 G02 X10.96 R40
G03 X13.164Y-0.672 R3.5G01X3Y5.196
G03 X-3 R6G40 G01X0Y0G00 Z5
#6=#6+1
END2
#5=#5+1
END1
M30
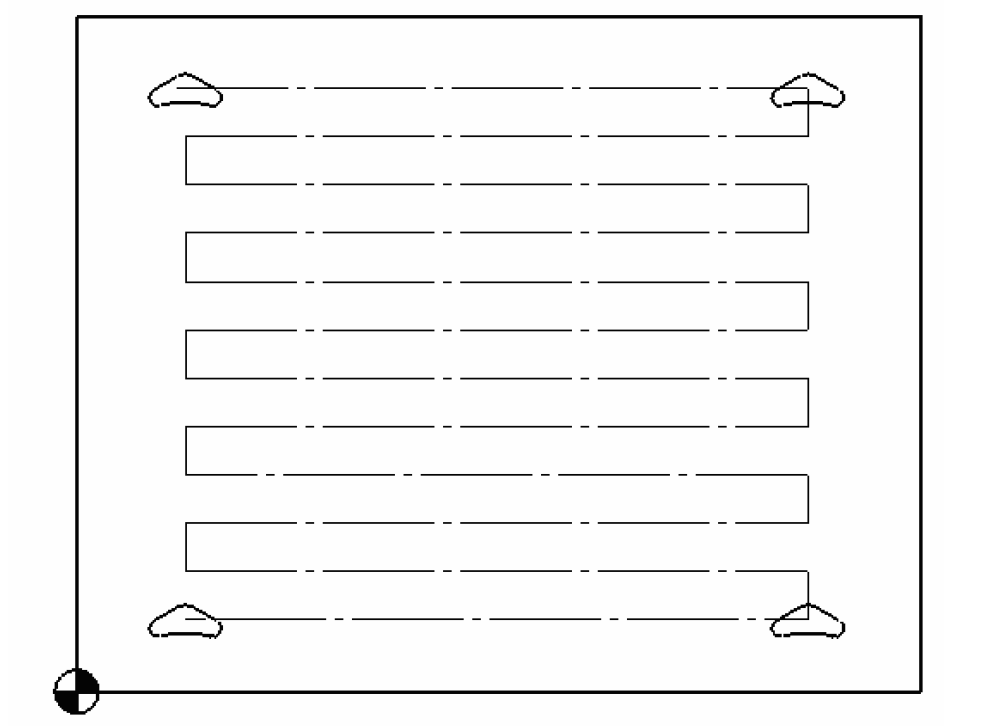
加工轨迹2
程序2
O2
G00 G90 G54 X0 Y0
M3 S1000
G43 H1 Z100
#1=5 (行数)
#2=7 (列数)
#3=12 (行宽)
#4=15 (列宽)
#24=45 (左下角第一个孔的X坐标位置)
#25=30 (左下角第一个孔的Y坐标位置)
#5=1
WHILE [#5LE#1]DO1
#6=1
WHILE [#6LE#2]DO2
#11=#24+[#6-1]*#4 计算X坐标
#12=#25+[#5-1]*#3 计算Y坐标
#13=FIX[#5/2]*2 (奇偶行判断)
IF [#13EQ#5]THEN#11=#24+[#2-#6]*#4
(偶数行X坐标反方向计算)
G52 X#11Y#12 (在R6圆心建立局部坐标系)
G00X0Y0Z5
G01 Z-3 F80
G41D1X-3Y5.196X-13.164Y-0.672
G03 X-10.496Y-7.081R3.5 G02 X10.96 R40
G03 X13.164Y-0.672 R3.5G01X3Y5.196
G03 X-3 R6G40 G01X0Y0G00 Z5
#6=#6+1
END2
#5=#5+1
END1
M30


发表评论 取消回复