一、换刀指令M6
加工中心与数控铣床主要区别在于,加工中心具有一个能自动换刀功能的刀库。
换刀指令:
Txx;
M6;
自动换刀装置的换刀过程由选刀和换刀两部分组成。
当执行到Txx指令即选刀指令后,刀库自动将要用的刀具移动到换刀位置,完成选刀过程,为下面换刀做好准备;当执行到M06指令时即开始自动换刀,把主轴上用过的刀具取下,将选好的刀具安装在主轴上。
二、刀具长度补偿
G43 刀具长度正补偿
G44 刀具长度负补偿
G49 取消刀具长度补偿
刀具长度补偿建立与取消的程序段格式分别为
G43/G44 Z_ H_ ;
G49 Z_;
式中,H代码中存放刀具的长度补偿值作为偏置量(一般为该刀具Z轴对刀数据,机械坐标Z值),界面在OFF/SET(刀补刀偏),在对应编号填写机床坐标的Z值。保证G54坐标系的Z数值为0,
好处:利用刀具长度补偿可以不必考虑各把刀具不同的长度尺寸,加工时数控系统会根据输入的长度补偿偏置量自动计算出刀具在轴向的实际位置。这样,当刀具磨损、更换新刀、刀具安装有误差时,不必重新编制加工程序、重新对刀或重新调整刀具,只需改变偏置量即可。
三、钻孔循环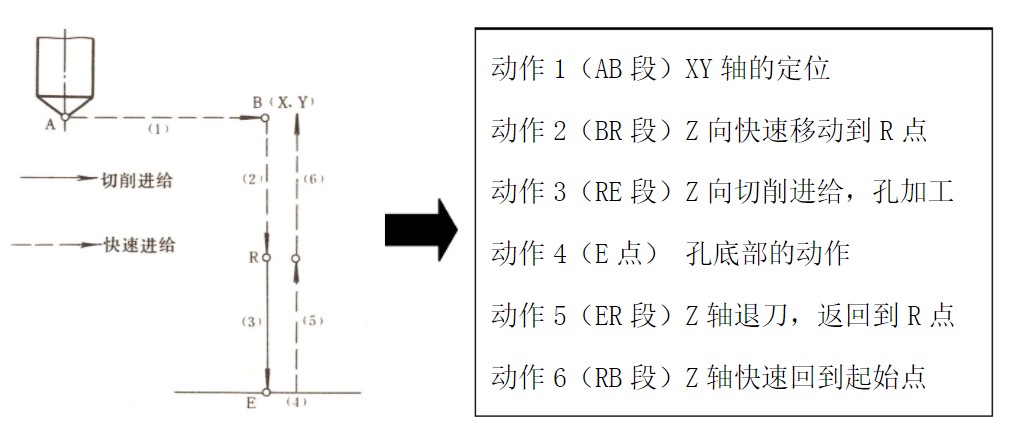
钻孔的一般循环动作:
G81:钻孔加工循环指令格式为:
G98 G81 X Y Z R F ;
G98指令为系统默认返回方式,表示返回初始平面。
G99指令为返回R点平面,在没有凸台等干涉时,为了节省加工时间刀具一般返回到R点平面。
G80:取消固定循环指令
说明: 孔加工循环用指令G80取消。另外,如在孔加工循环中出现01组的G代码,则孔加工方式也会自动取消。
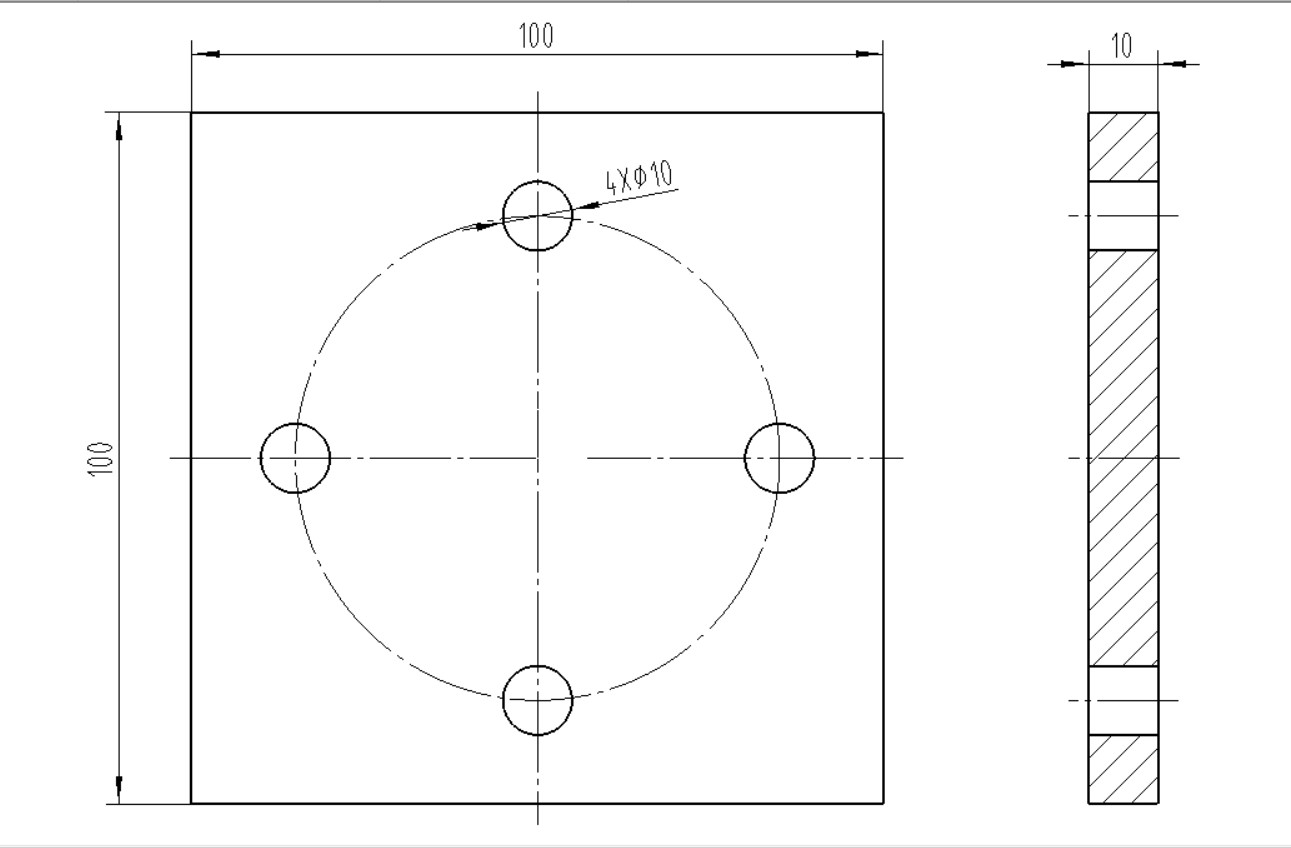
四、案例
00001;
G80 G40; (取消固定循环,取消刀具半径补偿)
T1;
M6; (选用1号刀具,直径14的立铣刀)
G90 G54 G00 X70 Y0; (XY平面快速定位在工件外侧)
M03 S2500; (主轴正转,转速2500 r/min)
G43 H01 Z100; (使用1号刀具长度正补偿,Z轴定位100)
Z5; (快速接近工件)
G01 Z-10 F150; (使用G01下刀,进给量150mm/min,深度10mm)
G41 D01 X50; (使用1号刀具半径补偿)
Y-50;
X-50;
Y50;
X50;
Y0;
G40 X70;
G00Z100;
T2;
M6; (选用2号刀具,直径10的钻头)
G90 G54 G00 X35;
M03 S1500;
G43 H02 Z100;
G81 Z-10 F150; (钻孔循环)
X0 Y-35;
X-35 Y0;
X0 Y35;
G80;
G00 Z100;
M30; ( 程序结束并返回程序头)


发表评论 取消回复