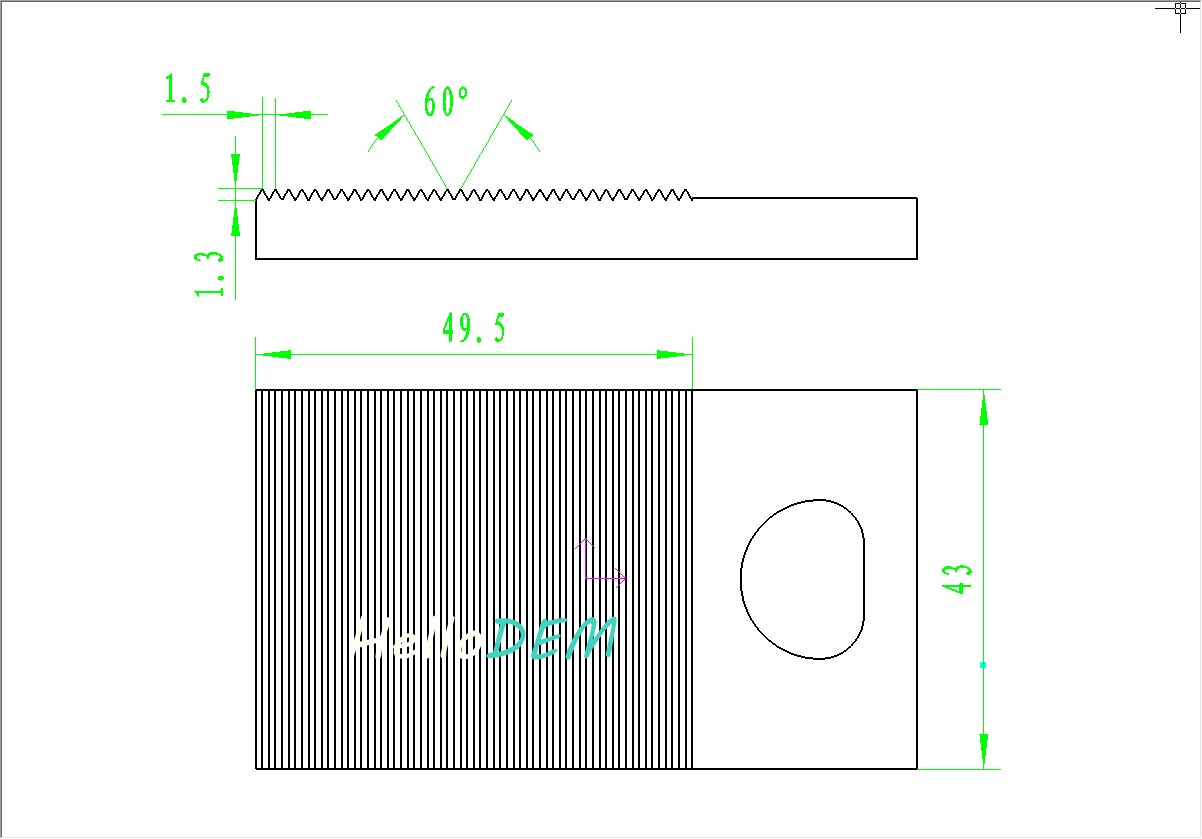
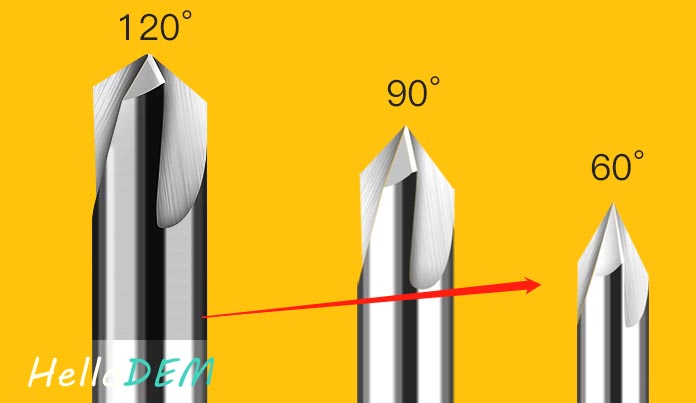
所使用的刀具如下图60度角度铣刀
编程策略:
①采用常规编程,程序繁多,输入程序花费大量时间,人工计算量大。(不瞒你说,当时我就花了十分钟去输入计算这个程序)
②采用宏程序
%
O1200
#1=0;(起始位置);
#2=-1.5;(偏移增量);
#3=-49.5;(加工长度);
G90G54G00Z100.000;
S3000M03;
X0.000Y24.000;
Z20.000;
WHILE[#1 GT #3]DO1; (循环直到#1小于#3时停止)
Z5.000;
X#1;
Y24.000;
G01Z-1.3F300;
Y-24.000;
#1=[#1+#2];
END 1;
G00Z100.000;
M05;
M30;
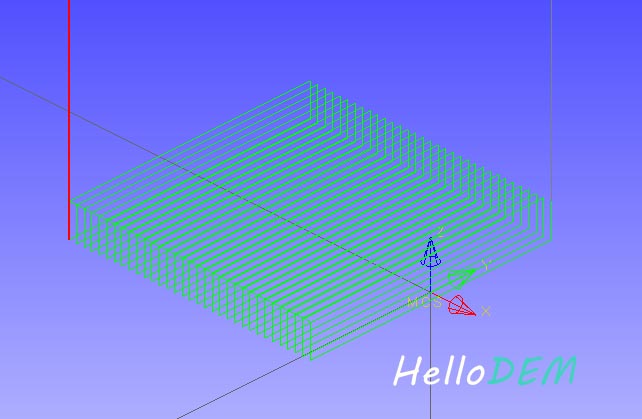
%经过软件模拟可以完成刀路轨迹,如下图。上述程序未对加工参数及空行程进行优化。
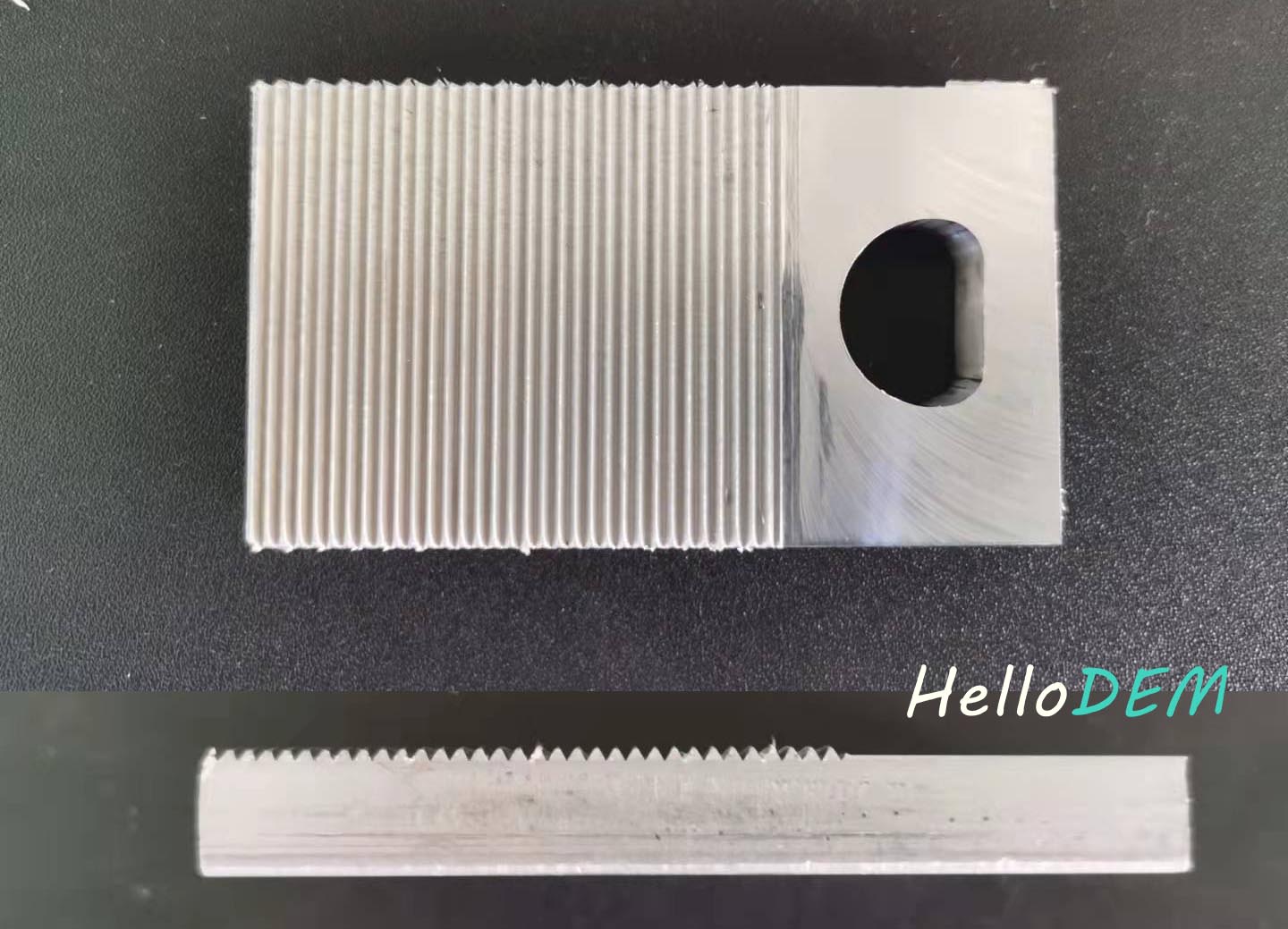
fanuc-oi-MF数控系统,实际加工效果如下图:


发表评论 取消回复