数控车床螺纹指令及底孔计算:
G92 X(U)__ Z(W)__ R__F__;
说明:
X、Z:螺纹终点的绝对坐标值(U、W表示增量值)。
R:为锥螺纹大端和小端的半径差。
F:导程(单线螺纹的螺距等于导程)。
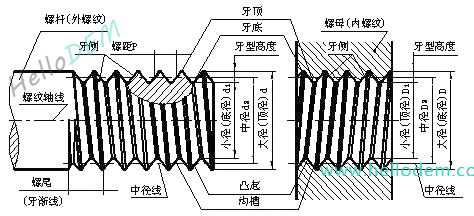
外螺纹计算:
外径(大径)=公称直径-0.13P-0.1
底经(小径)=公称直径-1.3P
内螺纹计算:
根径(大径)=公称直径
底孔(小径)=公称直径-1.0825P-(0.05~0.2)
加工中心螺纹指令及底孔计算:
G84(右旋)X_Y_Z_R_P_F_K/L_
其中:
X_Y_:孔中心坐标
Z:底孔坐标
R:参考平面高度
P:暂停时间(单位:毫秒)
F:切削进给速度
K/L:重复次数(相对坐标有效)
刚性攻丝加M29S_____
底孔钻头的选择 采用切削丝锥攻螺纹时,底孔钻头直径当P≤1mm时,D孔≈M-P当P>1mm,攻钢、可锻铸铁、纯铜等塑性金属的内螺纹时D孔≈M-P攻铸铁、青铜、黄铜等脆性金属的内螺纹时D孔≈M-(1.05~1.1)P
上述式中,D孔——底孔钻头直径;M——螺纹公称直径;P——螺距。
数控车床加工外锥度螺纹计算方法:
锥体各部分名称及代号:D-大头直径, b-小头直径, L-工件全长,a-钭角,2a-锥角,K-锥度:l-锥体长度, M-钭度。
锥体各部分计算公式:M(钭度)=tga(=tg斜角)=D - d / 2 l(=大头直径 - 小头直径 / 2 x 锥体长度)=K / 2(=锥度 / 2)。
K(锥度)=2tga(=2 x tg斜角)=D - d / l(大头直径 - 小头直径 / 锥体长度)。
D(大头直径)=b + 2ltga(=小头直径 + 2 x 锥体长度 x tg钭角)=d + Kl(=小头直径 + 锥度 x 锥体长度)=d + 2lM(=小头直径 + 2 x 锥体长度 x 斜度)
d(小头直径)=D-2ltga(=大头直径-2x锥体长度xtg钭角)=D - Kl(=大头直径 - 锥度 x 锥体长度)=D - 2lM(=大头直径 - 2 x 锥体长度 x 斜度)。
工件锥体长度较短和斜角a较大时,可用转动小刀架角度来车削。车削时小刀架转动角度β计算公式(近似);β(度)=28.7°xK(锥度)=28.7°x D - d / l(大头直径 - 小头直径 / 锥体长度)。近似计算公式只适用于a(钭角)在6°以下,否则计算结果误差较大。


发表评论 取消回复