
加工中心
FANUC加工中心换刀点设置
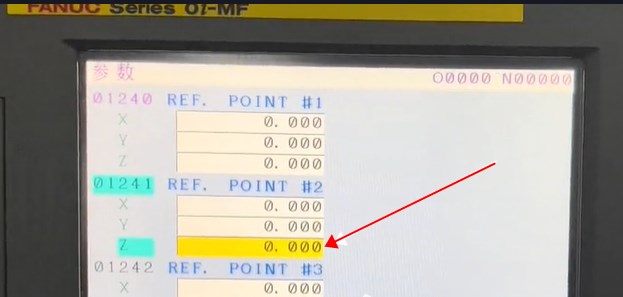
FANUC加工中心Z轴换刀点,一般都是第二参考点,测出正确换刀点的机床坐标偏差值,送到第二参考点的参数(1241)里就行。设定第二参考点过程:①将Z轴回零后,MDI模式下运行“M19”指令开启主轴定向。将“写参数”的值“0”改成“1”,关闭系统参数写入保护。②到刀库设备上方,首先释放机械臂马达刹车,再用扳手逆时针电机螺母将刀库机械臂转至主轴下方。如下图所示位置:如果有误差就将机械臂转至正常位置,机
FANUC加工中心编程极坐标G16实例
极坐标编程是一种在数控编程中常见的坐标转换方式,特别适用于处理圆周或角度相关的加工任务。它将通常的笛卡尔坐标(X,Y)转换为极坐标(半径和角度),这种方式在加工圆形或有旋转对称性的零件时非常有用。下面是一个详细的极坐标编程案例,用于在圆周上钻孔。案例:在圆周上均匀分布钻6个孔假设我们需要在一个直径为100mm的圆周上,均匀分布钻6个孔,孔的中心在圆周上,孔的深度为10mm。使用极坐标编程可以简化这
FANUC加工中心报警电池电压0,须回参考点
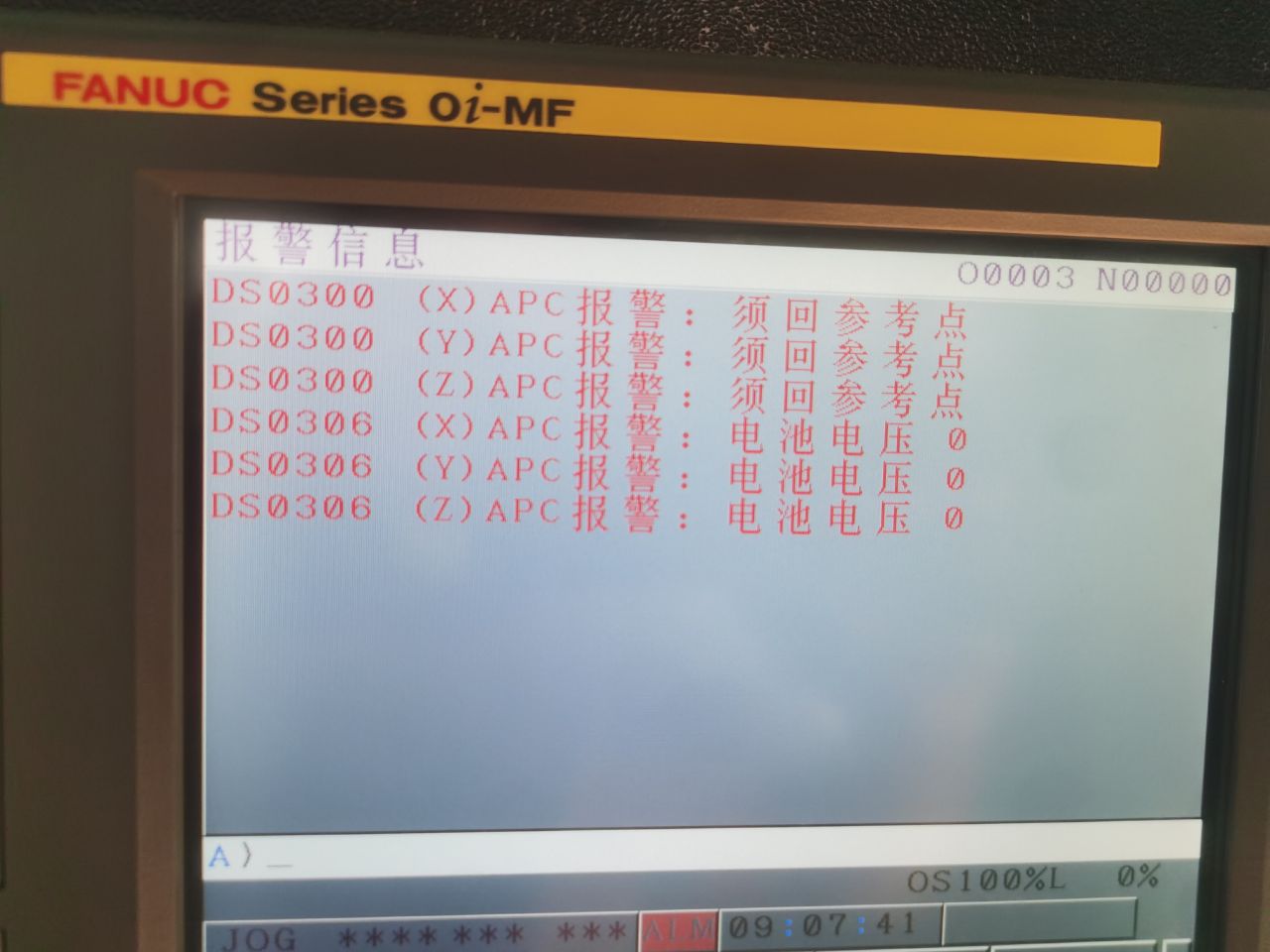
机床长时间不用电池没电,再次开机出现上图报警。这是两个报警首先处理电池电压0,在开机带电状态下换上电池。其次解决“APC报警:须回参考点”目前状态是由于机床电池电压为0导致位置参数丢失,APZ数据显示为“0”,须重新设置原点。操作步骤如下:1、在MDI模式将参数写入改为“0”。2、在SYSTEM搜索‘1815’,观察xyz三轴数据APZ是否为03、在手轮模式下,分别将XYZ三轴移至硬限位后相反方向
加工中心机床型号命名规则国标及常见品牌机床型号
标准号:GB/T 15375-2008中文标准名称:金属切削机床 型号编制方法英文标准名称:Metal-cutting machine tools - Method of type designation标准状态:现行原文地址:https://openstd.samr.gov.cn/bzgk/gb/newGbInfo?hcno=B247CC533A14F06E4D255A3B3CB1B682在国家
工程训练加工中心操作指南1
一、开关机顺序二、主轴正转在机床刚开机后,防护门关闭,在MDI模式,输入MO3 S2500;按下循环启动按钮。机床预设转数后,对刀时,只需在手轮模式,按下主轴正转(SP CW)三、对刀操作X轴:在手轮模式下,将刀具停在工件一侧下方3-4mm处,移动工件,刀具切削共建后停止,记录当前POS(坐标)中综合下的机械坐标X值,将刀具Z轴抬起,一直、
Fanuc加工中心G51.1镜像指令
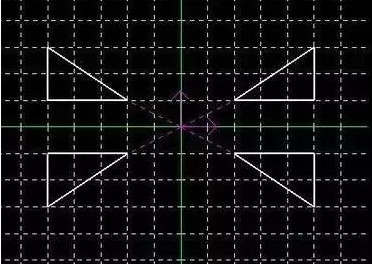
指令格式:G51.1 XYZG50.1G51.1建立可编程镜像指令;G50.1取消可编程镜像指令;X、 Y、Z为镜像中心的坐标值或镜像轴;编程案例:主程序O1G90G54G40G0Z100M3S3000X0Y0M98P2G51.1X0M98P2G51.1Y0M98P2G50.1X0M98P2G50.1Y0M5M30子程序O2G0X20Y10Z5G1Z-5F25G1X50F5

加工中心铣削内螺纹宏程序实例
铣内螺纹路径:T1M6M3 S1000G0 G90 G54 X0. Y0.#101=24 (LUO WEN SHEN DU) 螺纹深度#102=2 (LUO JU) 螺距#103=76 (LUO WEN DA JING) 螺纹大径#104=31 (DAO JING) 刀具直径#105=0#106=[#103-#104]/2G43 Z50. H1 M8Z[#102+5]G1 Z-#101 F200G
