
加工中心
FANUC加工中心换刀点设置
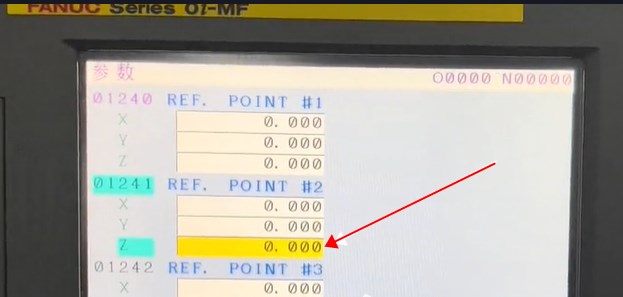
FANUC加工中心Z轴换刀点,一般都是第二参考点,测出正确换刀点的机床坐标偏差值,送到第二参考点的参数(1241)里就行。设定第二参考点过程:①将Z轴回零后,MDI模式下运行“M19”指令开启主轴定向。将“写参数”的值“0”改成“1”,关闭系统参数写入保护。②到刀库设备上方,首先释放机械臂马达刹车,再用扳手逆时针电机螺母将刀库机械臂转至主轴下方。如下图所示位置:如果有误差就将机械臂转至正常位置,机
加工中心铣削平板如何装夹及保证平面度
在加工中心上铣削平板时,装夹方法是保证平面度的重中之重。下面是一种常见的方法:1. 选择合适的夹具:选择适合平板尺寸和形状的夹具。夹具应具备足够的刚性和稳定性,能够牢固夹持平板并保持其平面度。2. 准备夹具和平板:清洁夹具和平板表面,确保表面平整、干净,并去除尺寸上的偏差。3. 定位夹具和平板:使用夹具将平板置于加工中心的工作台上。通过依靠夹具上的定位销或其他定位方式,确保平板的位置正确。4. 夹
FANUC加工中心报警电池电压0,须回参考点
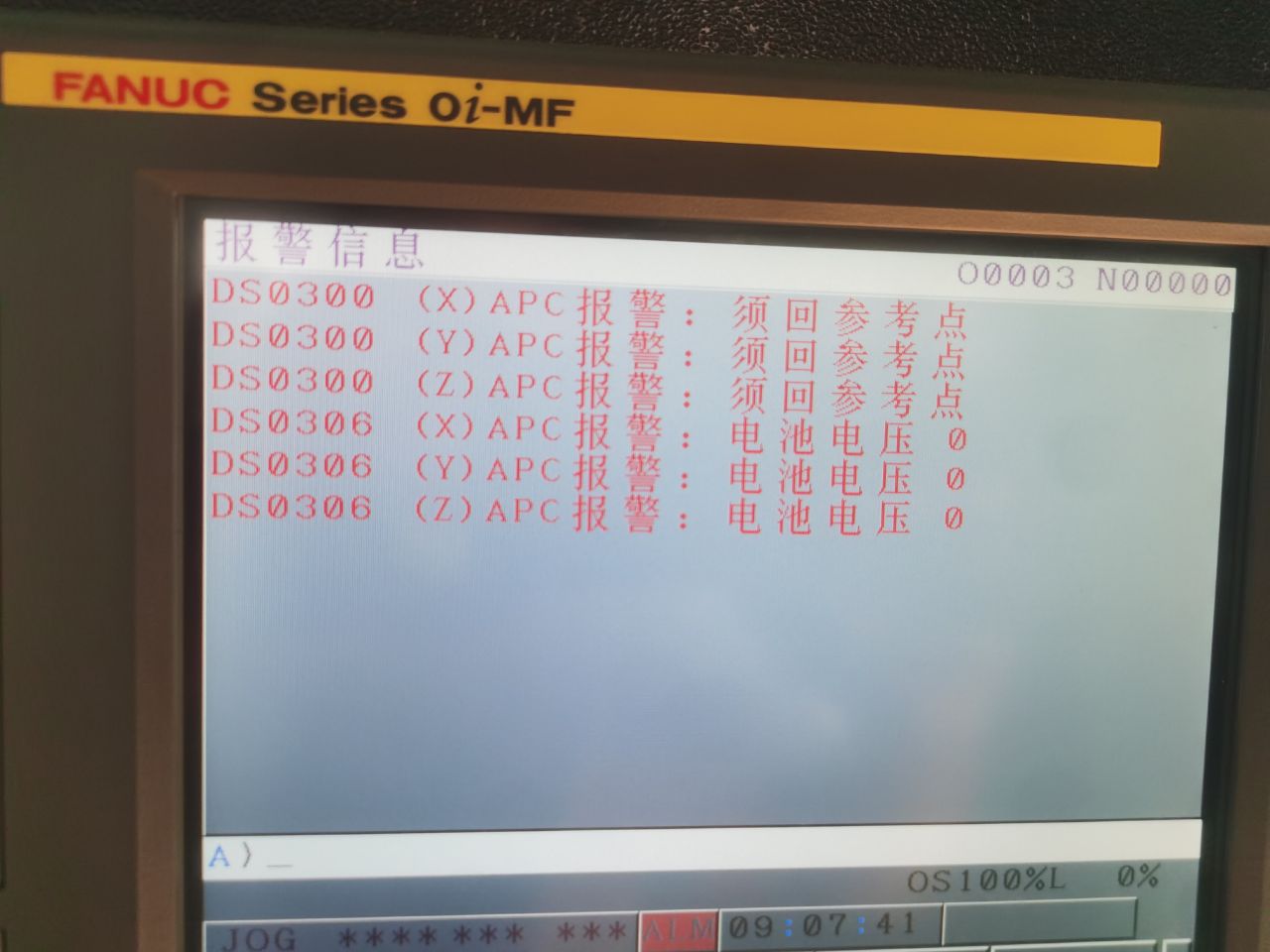
机床长时间不用电池没电,再次开机出现上图报警。这是两个报警首先处理电池电压0,在开机带电状态下换上电池。其次解决“APC报警:须回参考点”目前状态是由于机床电池电压为0导致位置参数丢失,APZ数据显示为“0”,须重新设置原点。操作步骤如下:1、在MDI模式将参数写入改为“0”。2、在SYSTEM搜索‘1815’,观察xyz三轴数据APZ是否为03、在手轮模式下,分别将XYZ三轴移至硬限位后相反方向

五轴加工中心实训报告
五轴加工中心实训报告一、填空题1、五轴联动数控加工主要指在一台机床上至少有 5 个坐标轴(三个直线坐标和两个旋转坐标),并且5个轴可以同时插补进行零件加工,主要分为 双转台 、 转台加摆头 、 双摆头 三种2、五轴依据联动轴摆动机构不同,可以分为 工作台摆动式 和 主轴摆动式 。3、计算机辅助制造的英文缩写是 CAM。4、封闭区域宜采用 螺旋进刀 切入。5、在加工过程中, 我们会用到许多装夹工具,
真五轴联动和假五轴3+2转台加工中心的区别
什么叫真五轴、什么叫假五轴3+2,与三轴有什么区别?真五轴就是有RTCP(Rotation Tool Center Point 刀尖跟随)功能。能根据主轴的摆长及旋转台的机械坐标进行自动换算。在编制程序时,只需要考虑工件的坐标,不需要考虑主轴的摆长及旋转台的位置。是否是真五轴,不是看五个轴是否联动,假五轴也可五轴联动。主轴要是有RTCP真五轴的算法。就是做分度加工,有RTCP功能的真五轴只要设置一
五轴加工中心操作指南
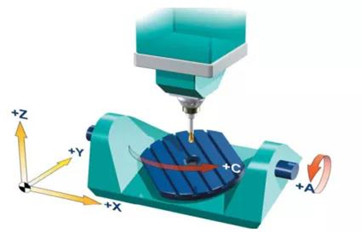
五轴加工中心指南一、坐标系为了准确地描述机床运动方向,简化程序编制方法,根据国标JB3051-82,对数字控制机床坐标系方向的命名:不论机床的具体结构是工件静止、刀具运动,还是工件运动、刀具静止,数控机床的坐标运动指的是刀具相对于工件的运动,即规定以工件为基准,假定工件不动,刀具运动的原则。即以刀具的运动轨迹来编程。机床运动部件运动方向的规定:机床坐标系位置与机床类型有关,JB3051——82规定

数控加工中心常见的几种定位方式
数控加工中心,分析图纸、编程、上活、寻边、备刀、对刀,运行程序等这些步骤都是必不可少的,缺一不可。在厂里面,总有一些批量活是经常干的,我们可以把编好的程序保存到电脑里,下回再用的时候直接调出来传入机床里面即可。经过以上的步骤,调试出第一件活并检验合格之后,就不要再按照这个步骤重新来过了,直接上下活就行了。这时候就需要做一个定位,这样的话就不需要一个一寻边了,提高了效率,也节省了很多时间。下面谈谈数
加工中心铣螺纹宏程序
工作原理使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁或圆柱外表)切削。螺旋插补一周,刀具Z向负方向走一个螺距量。编程原理:G02 Z-2.5 I3.Z-2.5等于螺距为2.5mm假设刀具半径为5mm则加工M16的右旋螺纹优势使用了三轴联动数控铣床或加工中心进行加工螺纹,相对于传统螺纹加工1、如螺距为2的螺纹铣刀可以加工各种公称直径,螺距为2mm的内外螺纹2、采用铣削方式加工螺纹,螺纹的
加工中心球面加工实例和误差消除方法
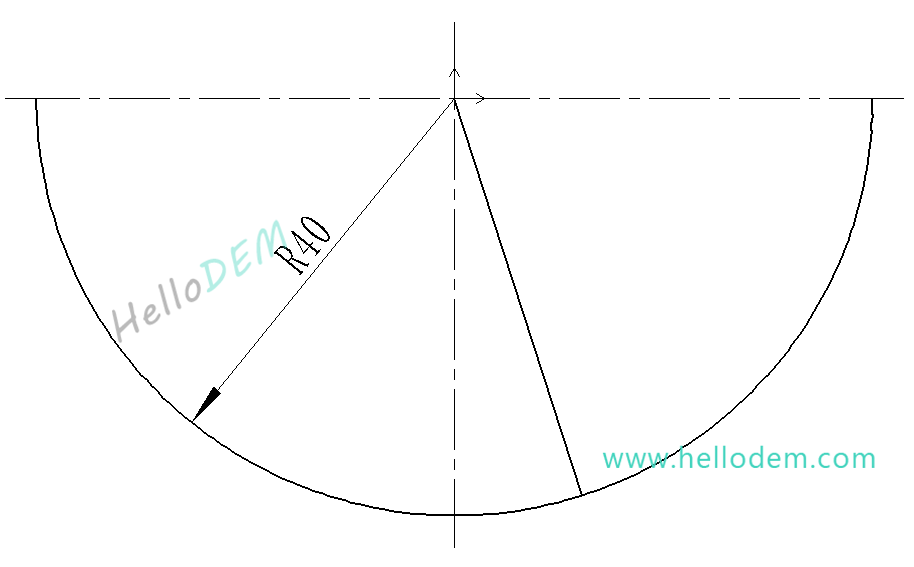
球面加工是加工中心非常普遍的一种加工工序。普通机床不能像加工中心一样可以进行数控编程,因此不能实现对刀行走的自动控制,不能对球面进行直接加工。接下来小编以内球加工为例,给大家讲讲如何进行球加工和球加工常遇到的误差问题。内球加工图示为对刀方便,宏程序编程零点在球面最高处中心,采用从下向上进刀方式。走刀编程分为:立铣刀加工宏程序号为%9015,球刀加工宏程序号%9016。以下是参数的具体设置。%901
