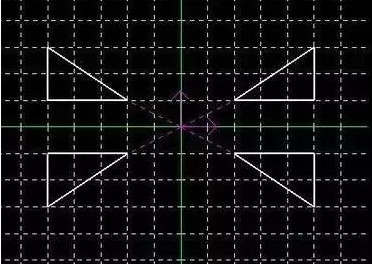
Fanuc加工中心G51.1镜像指令 指令格式:G51.1 XYZG50.1G51.1建立可编程镜像指令;G50.1取消可编程镜像指令;X、 Y、Z为镜像中心的坐标值或镜像轴;编程案例:主程序O1G90G54G40G0Z100M3S3000X0Y0M98P2G51.1X0M98P2G51.1Y0M98P2G50.1X0M98P2G50.1Y0M5M30子程序O2G0X20Y10Z5G1Z-5F25G1X50F5 文章 2023年04月11日 3 点赞 0 评论 4895 浏览
CNC加工中心撞刀原因分析 由于CNC加工中心其是采用软件进行锁住的,在模拟加工时,当按下自动运行按钮时在模拟界面并不能直观地看到机床是否已锁住。模拟时往往又没有对刀,如果机床没有锁住运行,极易发生撞刀。所以在模拟加工前应到运行界面确认一下机床是否锁住。加工时忘记关闭空运行开关。 由于在程序模拟时,为了节省时间常常将空运行开关打开。空运行指的是机床所有运动轴均以G00的速度运行。如果在加工时空运行开关没 文章 2023年04月06日 0 点赞 0 评论 1795 浏览
加工中心铣削内螺纹宏程序实例 铣内螺纹路径:T1M6M3 S1000G0 G90 G54 X0. Y0.#101=24 (LUO WEN SHEN DU) 螺纹深度#102=2 (LUO JU) 螺距#103=76 (LUO WEN DA JING) 螺纹大径#104=31 (DAO JING) 刀具直径#105=0#106=[#103-#104]/2G43 Z50. H1 M8Z[#102+5]G1 Z-#101 F200G 文章 2023年03月30日 3 点赞 0 评论 4862 浏览
用G66调用宏程序加工孔的数控编程实例 模态调用格式为G66 P- L- <自变量表>;式中字母含义同前。模态调用可多次调用,每次调用L次,不仅在G66所在程序段中调用,也在后续程序中调用,直到出现G67指令为止。对图所示的零件,用G66调用宏程序完成加工的程序如下:%1000;主程序G54 G90 G0 G17 G40;Z50 M03 M07 S1000;X-150 Y-50;G66 P9012;G0 X-150 Y50 文章 2023年03月19日 0 点赞 0 评论 2362 浏览
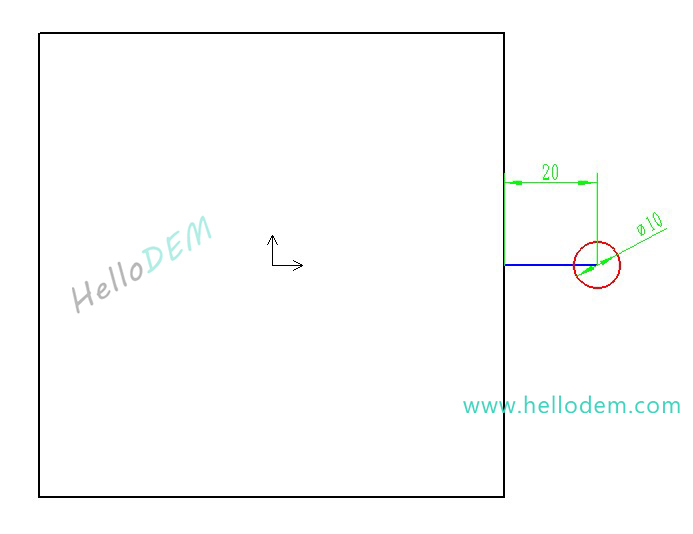
加工中心G41或G42中发生干涉的报警原因及解决方案 加工中心不管是手工编程还是电脑自动编程生成G代码后,出现G41或G42中发生干涉的报警原因: G41/G42建立道具半径补偿需要XY移动,或者移动的距离小于填入的刀具半径补偿值。 解决问题的方法时优化程序,建立刀具半径补偿时进行XY移动,移动距离必须大于刀具半径值,就是说定位的位置在工件外,靠近工件时建立刀具半径补偿。 如上图所示,刀具直径10mm,起刀点定位距离工 文章 2022年12月10日 2 点赞 0 评论 12244 浏览
加工中心刀库换刀时,机械臂卡刀的处理方法(视频教程) 1、刀具未拔下时的处理方法 (1)松开电机上的刹车装置,用活动扳手旋转电机上的外六角,一般旋转的方向和刀臂的卡死的方向相同,总之就是让自动换刀的刀臂脱离加工中心的主轴。电机刹车装置如下图箭头所示,松开方向与箭头方向一致。加工中心机械臂电机,来源网络 (2)在刀臂脱离主轴时,如果主轴上有刀具可以听见漏气声,也就是主轴处于松刀时的状态,这时要注意,刀具会有掉落情况的发生,损坏工作台或这工 文章 2022年12月10日 0 点赞 0 评论 3439 浏览
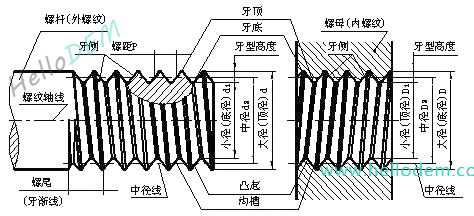
数控车床加工中心加工螺纹指令及底孔的计算 数控车床螺纹指令及底孔计算: G92 X(U)__ Z(W)__ R__F__; 说明: X、Z:螺纹终点的绝对坐标值(U、W表示增量值)。 R:为锥螺纹大端和小端的半径差。 F:导程(单线螺纹的螺距等于导程)。 外螺纹计算: 外径(大径)=公称直径-0.13P-0.1 底经(小径)=公称直径-1.3P 内螺纹计算: 根径(大径)=公 文章 2022年12月09日 0 点赞 0 评论 3026 浏览
龙门加工中心使用注意事项 龙门加工中心是指主轴Z轴的轴线与工作台垂直设置的加工中心,整体结构是由双立柱和顶梁构成门式结构框架的大型加工中心机 ,双立柱中间还有横梁。尤其适用于加工大型工件和形状复杂的工件。在使用龙门加工中心时,需要注意哪些安全问题:1.操作熟练、掌握机器的性能与特性。必须确保紧急停止开关能够在紧急状况时发挥快速有效的作用,从而避免发生伤害事故。2.按规定穿戴好劳动防护用品,例如穿好劳保鞋等,但是必须提出一点 文章 2022年12月09日 0 点赞 0 评论 1845 浏览
加工中心宏程序自动刻字工件编号和时间 1、系统时间变量FANUC系统为:#3011默认格式为XXXXXXXX,如20221208,中间没有连接符,若需连接符可根据函数匹配添加。2、子程序将0-9数字的铣削加工分别编制子程序,通过数字匹配对应的程序进行顺序加工。O1000 主程序(PROGRAM NAME )(DATE, Day-Month-Year )G0G17G40G49G80G90(TOOL - 11 DIA. OFF. - 11 文章 2022年12月08日 0 点赞 0 评论 3481 浏览
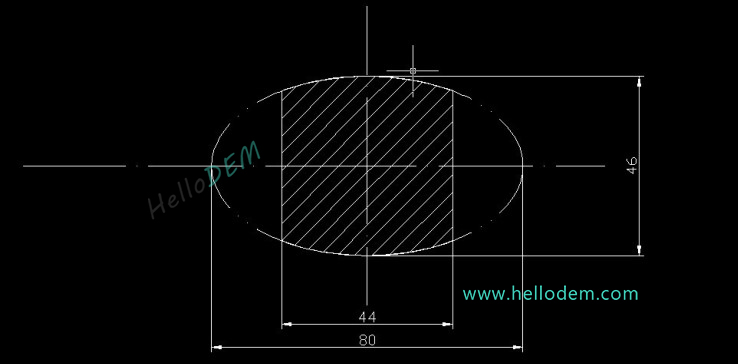
数控车床椭圆宏程序编制及应用加工 FANUC数控车床加工椭圆的宏程序解析用宏程序编椭圆,首先要知道的是椭圆公式和里面的常数a,b和求解数x,z。a,b是常数,a是椭圆长半轴,b是椭圆短半轴。标注椭圆时,会在图纸给出,通过椭圆公式,把Z设为常数,或者说是宏程序的变量值,从椭圆的起点设为z为0,每次Z方向增加0.1mm,求出X来,让刀具按G01走刀,椭圆轮廓由此加工而来。毛坯为Φ50*46mm.程序如下:S800 M3 T0101 F 文章 2022年12月08日 1 点赞 0 评论 3191 浏览