加工中心不管是手工编程还是电脑自动编程生成G代码后,出现G41或G42中发生干涉的报警原因:
G41/G42建立道具半径补偿需要XY移动,或者移动的距离小于填入的刀具半径补偿值。
解决问题的方法时优化程序,建立刀具半径补偿时进行XY移动,移动距离必须大于刀具半径值,就是说定位的位置在工件外,靠近工件时建立刀具半径补偿。
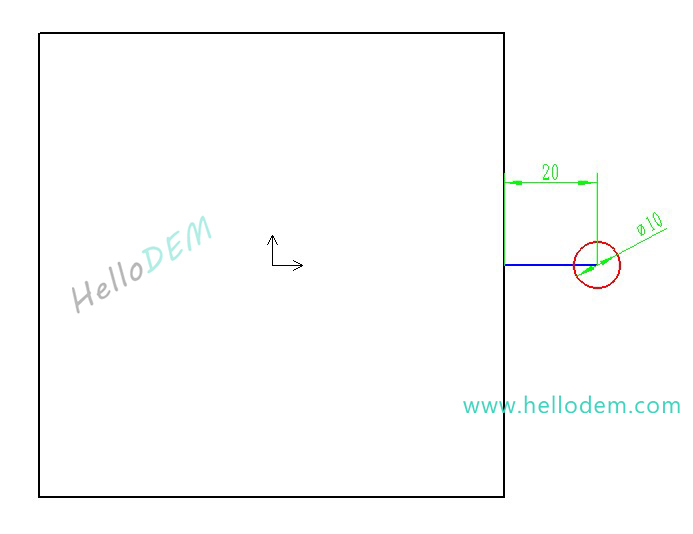
如上图所示,刀具直径10mm,起刀点定位距离工件20mm,大于刀具半径。但起刀点也不宜设置特别远,因为刀具空走时间过长影响加工效率。
还有一些在建立刀具半径补偿时,需要注意的问题有:
1、G41/G42最好不要和Z值在同一行,最好Z值下刀在G41/G42之前,否则有些机床会报警。
2、G41/G42不支持使用圆弧插补,在使用G01或者G00时,建立刀具半径补偿,否则会提示报警:进退刀不允许切圆弧。
3、G41、G42不能重复使用,即在一个程序段已经有了G41/G42指令或正在执行G41/G42的程序段,不能在下一个程序段直接使用G42/G41指令,若要使用,则必须先用G40取消后,再使用G41或G42功能,否则补偿就不正常。
4、在建立半径补偿程序段后,如果有两个以上程序段内无坐标轴(X、Y轴)移动指令,将会导致过切现象。
解决方案:
编程操机人员一直在用的是在程序头,添加一段取消代码,比如:
G80 G40 G69;
先将机床系统内可能保存的刀具半径补偿取消,再编程不易报错。


发表评论 取消回复