加工中心的Z向对刀方法 一、加工中心的Z向对刀一般分为三种:1.机上对刀方法一这种对刀方法是通过对刀依次确定每把刀具与工件在机床坐标系中的相互位置关系。其具体操作步骤如下:(1) 把刀具长度进行比较,找出最长的刀作为基准刀,进行Z向对刀,并把此时的对刀值(C)作为工件坐标系的Z值,此时H03=0。(2) 把T01、T02号刀具依次装在主轴,通过对刀确定A、B的值作为长度补偿值。(此方法没有直接去测量刀具补偿, 文章 2022年11月21日 0 点赞 0 评论 2993 浏览
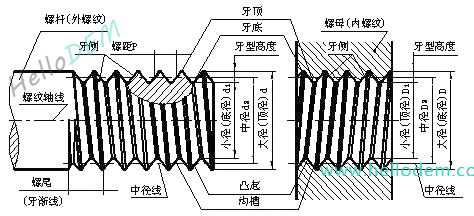
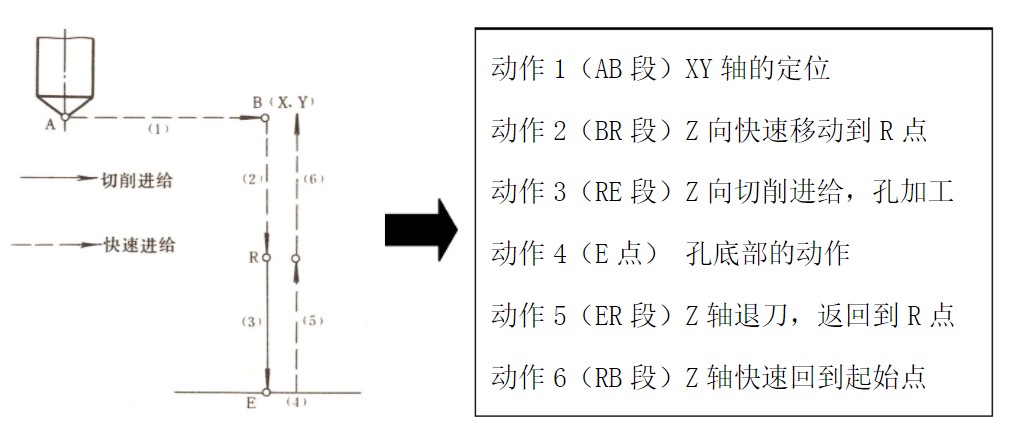
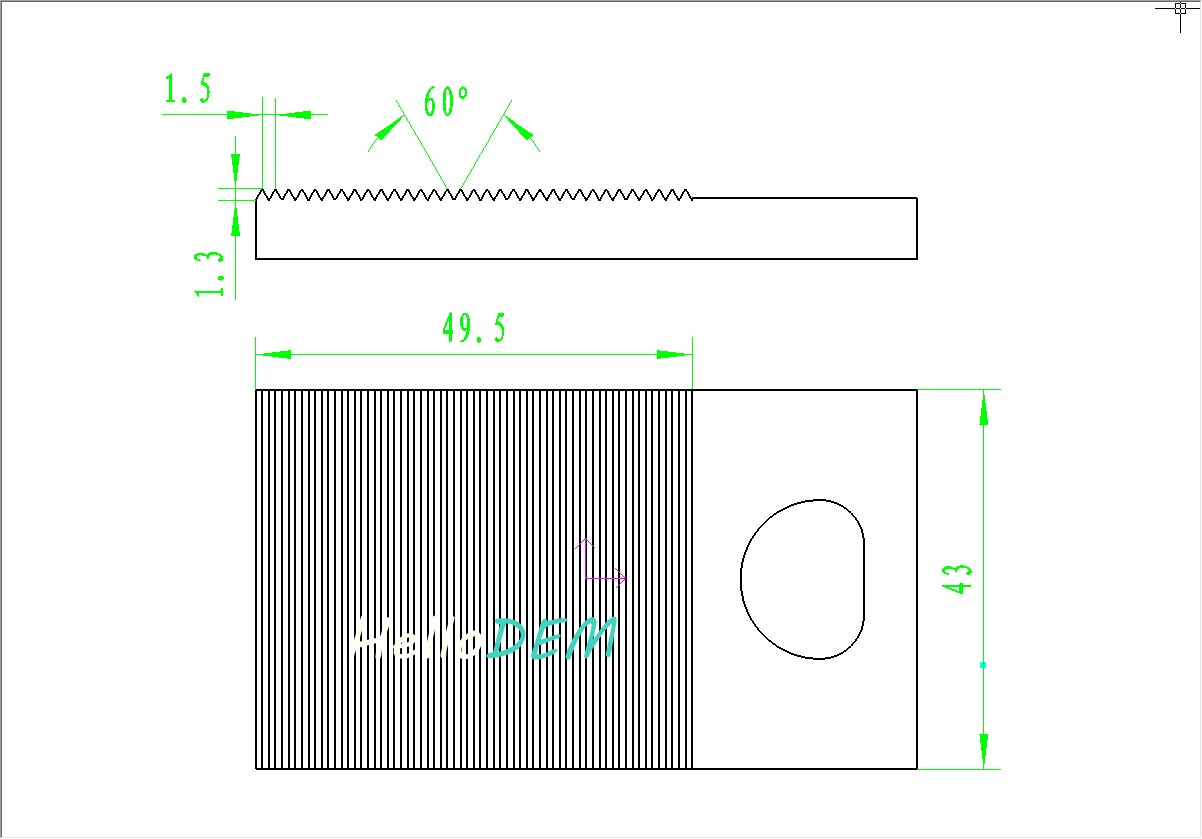
数控车床加工中心加工螺纹指令及底孔的计算 数控车床螺纹指令及底孔计算: G92 X(U)__ Z(W)__ R__F__; 说明: X、Z:螺纹终点的绝对坐标值(U、W表示增量值)。 R:为锥螺纹大端和小端的半径差。 F:导程(单线螺纹的螺距等于导程)。 外螺纹计算: 外径(大径)=公称直径-0.13P-0.1 底经(小径)=公称直径-1.3P 内螺纹计算: 根径(大径)=公 文章 2022年12月09日 0 点赞 0 评论 3011 浏览
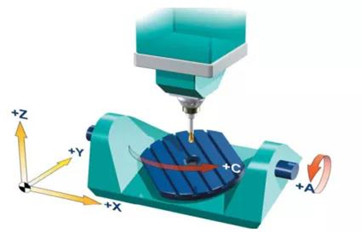
真五轴联动和假五轴3+2转台加工中心的区别 什么叫真五轴、什么叫假五轴3+2,与三轴有什么区别?真五轴就是有RTCP(Rotation Tool Center Point 刀尖跟随)功能。能根据主轴的摆长及旋转台的机械坐标进行自动换算。在编制程序时,只需要考虑工件的坐标,不需要考虑主轴的摆长及旋转台的位置。是否是真五轴,不是看五个轴是否联动,假五轴也可五轴联动。主轴要是有RTCP真五轴的算法。就是做分度加工,有RTCP功能的真五轴只要设置一 文章 2023年09月06日 1 点赞 0 评论 3026 浏览
立式加工中心主轴过载报警的原因分析及解决方法 立式加工中心是指主轴为垂直状态的加工中心,其结构形式多为固定立柱,工作台为长方形,无分度回转功能,适合加工盘、套、板类零件,它一般具有三个直线运动坐标轴,并可在工作台上安装一个沿水平轴旋转的回转台,用以加工螺旋线类零件。立式加工中心装卡方便,便于操作,易于观察加工情况,调试程序容易,应用广泛。但受立柱高度及换刀装置的限制,不能加工太高的零件,在加工型腔或下凹的型面时,切屑不易排出,严重时会损坏刀具 文章 2022年11月21日 0 点赞 0 评论 3098 浏览
加工中心铣削平板如何装夹及保证平面度 在加工中心上铣削平板时,装夹方法是保证平面度的重中之重。下面是一种常见的方法:1. 选择合适的夹具:选择适合平板尺寸和形状的夹具。夹具应具备足够的刚性和稳定性,能够牢固夹持平板并保持其平面度。2. 准备夹具和平板:清洁夹具和平板表面,确保表面平整、干净,并去除尺寸上的偏差。3. 定位夹具和平板:使用夹具将平板置于加工中心的工作台上。通过依靠夹具上的定位销或其他定位方式,确保平板的位置正确。4. 夹 文章 2023年09月11日 0 点赞 0 评论 3273 浏览
加工中心刀库换刀时,机械臂卡刀的处理方法(视频教程) 1、刀具未拔下时的处理方法 (1)松开电机上的刹车装置,用活动扳手旋转电机上的外六角,一般旋转的方向和刀臂的卡死的方向相同,总之就是让自动换刀的刀臂脱离加工中心的主轴。电机刹车装置如下图箭头所示,松开方向与箭头方向一致。加工中心机械臂电机,来源网络 (2)在刀臂脱离主轴时,如果主轴上有刀具可以听见漏气声,也就是主轴处于松刀时的状态,这时要注意,刀具会有掉落情况的发生,损坏工作台或这工 文章 2022年12月10日 0 点赞 0 评论 3393 浏览
加工中心刀柄的种类和用途,其选用标准 刀柄是机床和刀具的连接体,刀柄是影响同心度和动平衡一个关键环节,千万不能将它当成一般的部件来看待。同心度可以决定刀具在旋转一周的情况下各切刃部分的切削量是否均匀;在主轴旋转时动不平衡将产生周期性的震动。一、按加工中心主轴装刀孔的锥度通常分为两大类: 锥度为7: 24的SK通用刀柄 锥度为1: 10的HSK真空刀柄 ▌锥度为7: 文章 2022年11月26日 0 点赞 0 评论 3456 浏览