
加工中心
工程训练加工中心操作指南1
一、开关机顺序二、主轴正转在机床刚开机后,防护门关闭,在MDI模式,输入MO3 S2500;按下循环启动按钮。机床预设转数后,对刀时,只需在手轮模式,按下主轴正转(SP CW)三、对刀操作X轴:在手轮模式下,将刀具停在工件一侧下方3-4mm处,移动工件,刀具切削共建后停止,记录当前POS(坐标)中综合下的机械坐标X值,将刀具Z轴抬起,一直、
FANUC加工中心换刀点设置
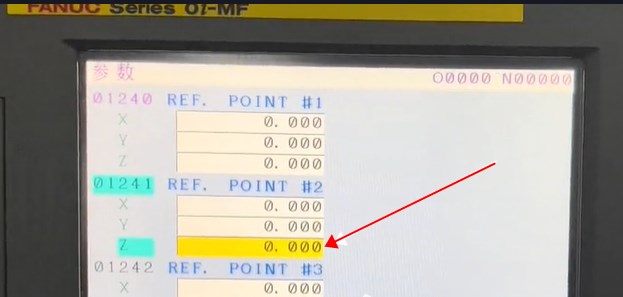
FANUC加工中心Z轴换刀点,一般都是第二参考点,测出正确换刀点的机床坐标偏差值,送到第二参考点的参数(1241)里就行。设定第二参考点过程:①将Z轴回零后,MDI模式下运行“M19”指令开启主轴定向。将“写参数”的值“0”改成“1”,关闭系统参数写入保护。②到刀库设备上方,首先释放机械臂马达刹车,再用扳手逆时针电机螺母将刀库机械臂转至主轴下方。如下图所示位置:如果有误差就将机械臂转至正常位置,机

加工中心铣削内螺纹宏程序实例
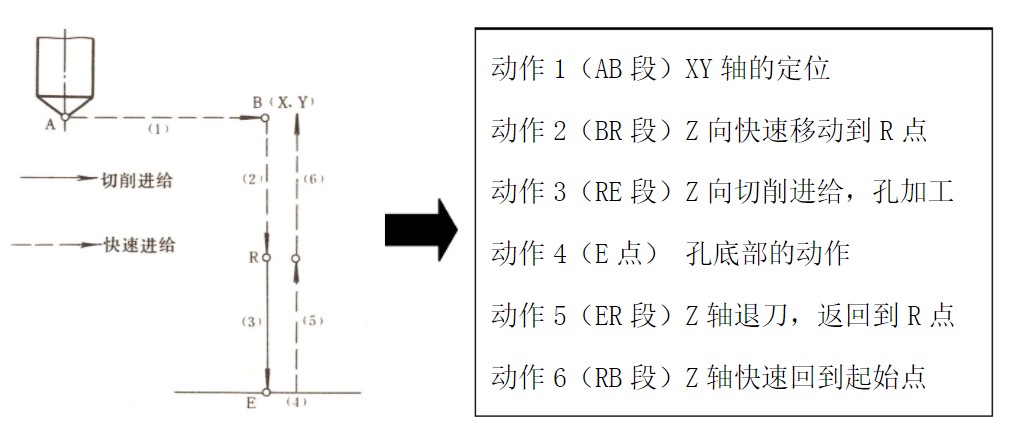
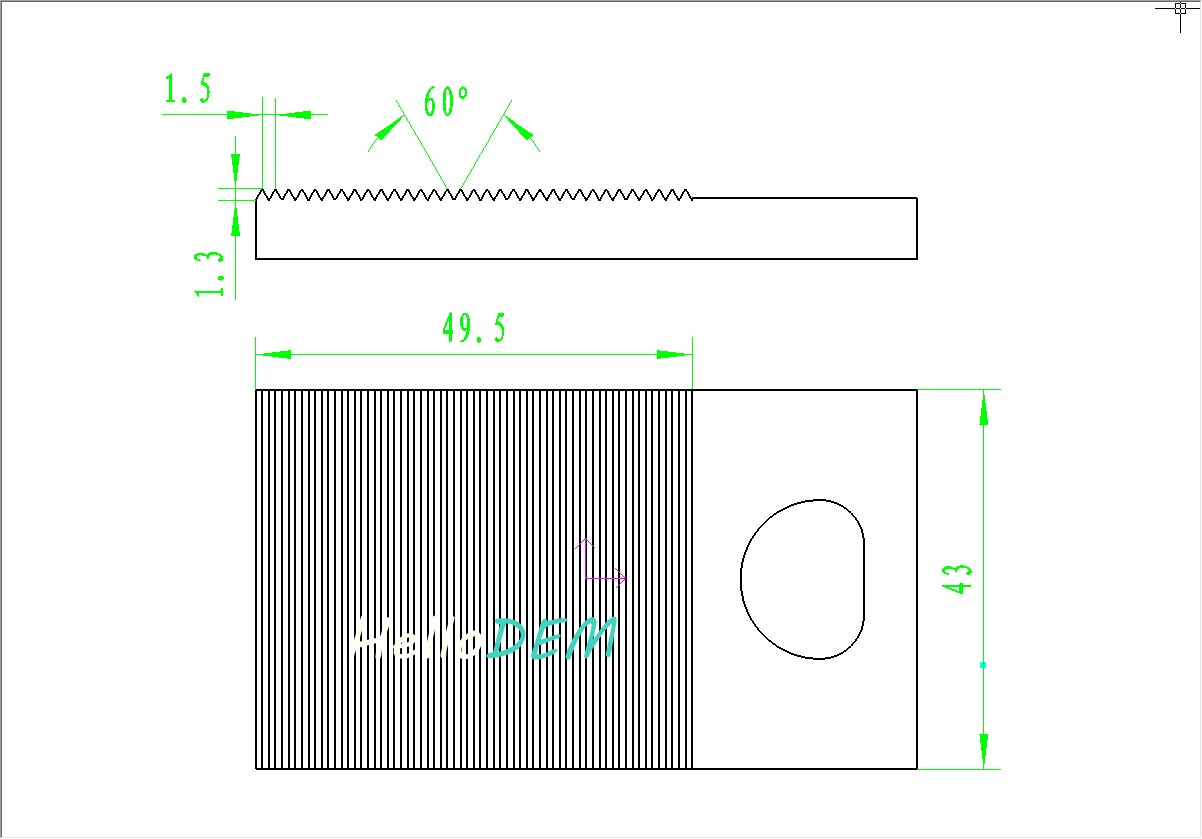
铣内螺纹路径:T1M6M3 S1000G0 G90 G54 X0. Y0.#101=24 (LUO WEN SHEN DU) 螺纹深度#102=2 (LUO JU) 螺距#103=76 (LUO WEN DA JING) 螺纹大径#104=31 (DAO JING) 刀具直径#105=0#106=[#103-#104]/2G43 Z50. H1 M8Z[#102+5]G1 Z-#101 F200G
加工中心的Z向对刀方法
一、加工中心的Z向对刀一般分为三种:1.机上对刀方法一这种对刀方法是通过对刀依次确定每把刀具与工件在机床坐标系中的相互位置关系。其具体操作步骤如下:(1) 把刀具长度进行比较,找出最长的刀作为基准刀,进行Z向对刀,并把此时的对刀值(C)作为工件坐标系的Z值,此时H03=0。(2) 把T01、T02号刀具依次装在主轴,通过对刀确定A、B的值作为长度补偿值。(此方法没有直接去测量刀具补偿,
加工中心防护门警报和气压不足警报参数取消方法
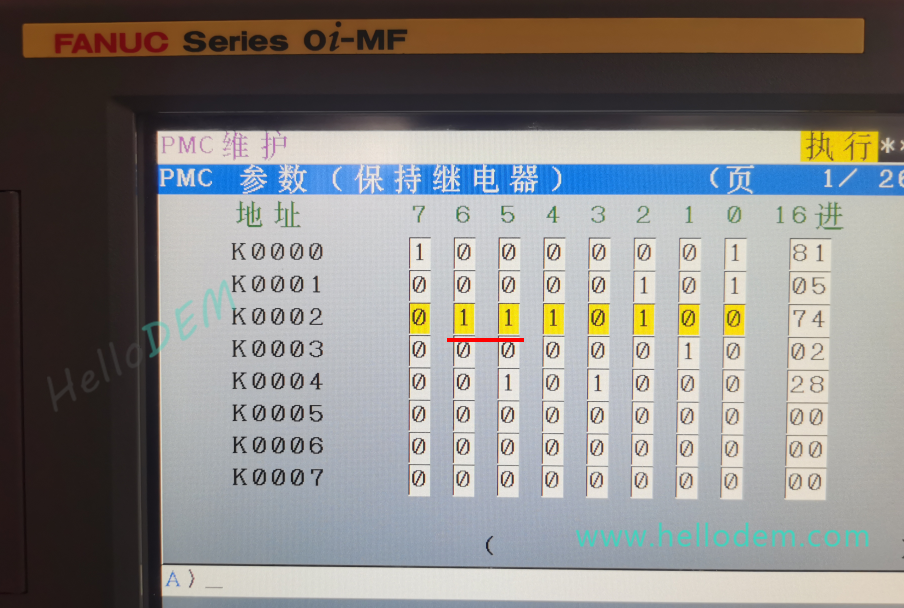
防护门是数控机床安全操作、更新和改造安全系统的重要组成部分,有效提高操作维护人员的安全,减少人身伤害危险,减少学校生产实习过程中的安全事故数量,降低设施维护成本,保证实习正常进行。对于企业安全运营的风险也得到控制,这对公司的管理和发展至关重要。但有时候在实际操作加工中心时,经常不需要防护门关闭时操作。一般有两种方法:1、这个是物理方法,防护门的作用其实和汽车上的安全带类似,原理也是一样,所以可以有
